




60Si2MnA钢弹簧夹头热处理工艺设计(代写热处理论文)
60Si2MnA Spring Steel Clip Heat
Treatment Process Design
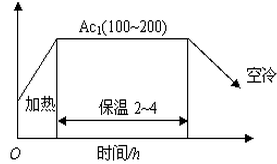
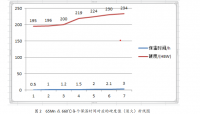
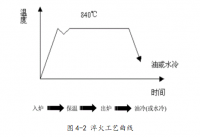
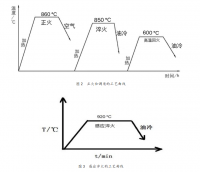
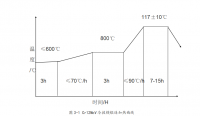
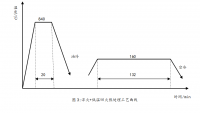
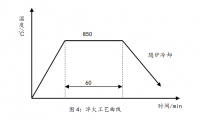
摘要:描述了60Si2MnA弹簧夹头的处理工艺。夹头与夹劲部分采用850~870℃的盐浴加热和油淬方法,硝盐浴采用180~200℃回火1h的方式,尾部和夹劲部分通过800℃盐浴快速回火20s的方法,最终获得我们想要的最佳性能,弹簧夹头此时的头部硬度可以达60HRC夹劲可以达到40HRC,尾部可以达到25HRC。
关键词:热处理、盐浴、弹簧夹头、硬度、油淬
Abstract:Describes the 60 si2mna collet chuck treatment process. Clamp and the clamp strength part adopts 850 ~ 870 ℃ salt bath oil heating and quenching method, nitrate bath adopt the way of 180 ~ 200 ℃ tempering 1 h, the tail and clamp strength part by 800 ℃ salt bath tempering fast method of 20 s, ultimately we want to be the best performance, collet chuck head at this time of hardness can be up to 60 HRC clamp strength can reach 40 HRC, the tail can reach 25 HRC.
Keywords: heat treatment, salt bath, collet chuck, hardness, quenching oil
目 录
1 绪 论....................................................................................................................................7
1.1课题的目的和意义.....................................................................................................7
1.2国内外研究概况.........................................................................................................7
2服役条件及失效分析.............................................................................................................8
2.1弹簧夹头的服役条件.................................................................................................8
2.2受力分析.....................................................................................................................8
2.3.失效形式.....................................................................................................................9
2.3.1断裂失效................................................................................................................10
2.3.2变形失效................................................................................................................10
2.3.3表面损伤失效........................................................................................................11
3性能及技术要求...................................................................................................................12
4热处理工艺试验...................................................................................................................13
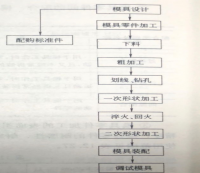
4.1工艺流程....................................................................................................................13
4.2原材料检验................................................................................................................14
4.3试验设备....................................................................................................................15
4.4检测设备....................................................................................................................15
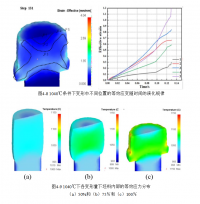
4.5弹簧夹头热处理工艺................................................................................................17
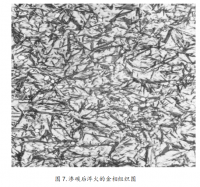
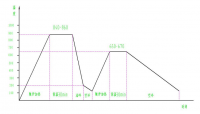
4.6去应力退火................................................................................................................22 5金相组织检验.......................................................................................................................23
6结论与展望...........................................................................................................................24
参考文献……........................................................................…………………………..........24
小结…......................................................................................................................................25
1:绪论
1.1课题的目的和意义
如今我们的生活已经离不开制造业,制造业的发展已经与我们息息相关,中国做为一个发展中的大国,机械制造更是尤为重要。在现如今的21世纪,各种机械制造业都离不开车床。弹簧夹头作为车床上一种高效而易损的专用夹持工具,应用范围广,消耗量大,这也就决定了弹簧夹头必须要具有良好的弹性、韧性、及耐疲劳性能。因此,弹簧夹头虽小,但在机床工业中确实起到了很重要的作用,所以为了使得弹簧夹头发挥其充分的作用,我们必须使弹簧夹头拥有出色的性能,故必须对弹簧夹头进行热处理。通过退火、正火、回火、淬火等热处理方式使弹簧夹头内部组织改变,从而使其获得足够高的硬度和韧性,充分发挥弹簧夹头的性能。
1.2国内外研究概况
具研究表明,国内弹簧夹头近两年的使用率提高迅速,比两年前增长近百倍。随着小型加工业的不断兴起和发展,加工的质量、精度无疑是目前最大的竞争目标,而弹簧夹头的出现,在某种程度上成为了中小型企业生存的关键所在。不管是在国内还是国外,弹簧夹头都是机床系统中不可缺少的,这也就决定了弹簧夹头的使用需求量。目前国内中小企业竞争激烈,国内对弹簧夹头的需求量很大,就研究表明这种需求量在将来会持续增长。同样,随着科技的发展热处理工艺的完善,弹簧夹头的性能使用寿命也越来越高。
国外弹簧夹头近几年也得到了飞速的发展,无论是从性能上还是从需求量上都有显著的提高。无论是从市场规模、竞争格局、供需平衡,还是从其它等反面分析,国外的弹簧夹头发展都趋于良好状态。由于各大小企业的崛起,国外市场规模也在不断扩大并迅速发展,各大小企业之间竞争激烈,故弹簧夹头的需求量巨大,因此对于弹簧夹头的性能质量等方面的要求也越来越高。
参考文献
1:《工程材料及热加工》 陈培里主编 高等教育出版社 2005
2:黄晓峰,周宏, 何镇明,板弹簧的研究及其进展 [J]. 特种铸造及有色合金, 2010, (3):45-47.
3:百度文库 60Si2Mn的应用及热处理 2013
4:中国知网 锻造对带有白点的60Si2Mn钢机械性能的影响
5热处理手册 朱沅浦,候曾寿,邹康宏,主编 机械工业出版社
6钢及其热处理曲线手册 胡志忠编著 国防工业出版社



