




T10A冲模热处理工艺设计
摘要:本文通过分析“T10A冲模热处理工艺设计”的服役条件、失效形式以及性能要求,设计了相对应的热处理工艺方案,并在进行了针对性的热处理工艺试验后,总结了最佳的热处理工艺为:正火,淬火加高温回火。从而较好地满足了该产品零件的使用性能要求。
关键词:T10A; 冲模 ; 热处理工艺 ;碳素工具钢
目录
第一章 序言
1.1 冲模简介
1.2 T10A材料简史
第二章 T10A冲模服役条件,失效形式和性能要求
2.1 T10A冲模材料的服役条件
2.2 T10A冲模材料的失效形式
2.3 T10A冲模材料的性能要求
第三章 T10A材料的性能和特点
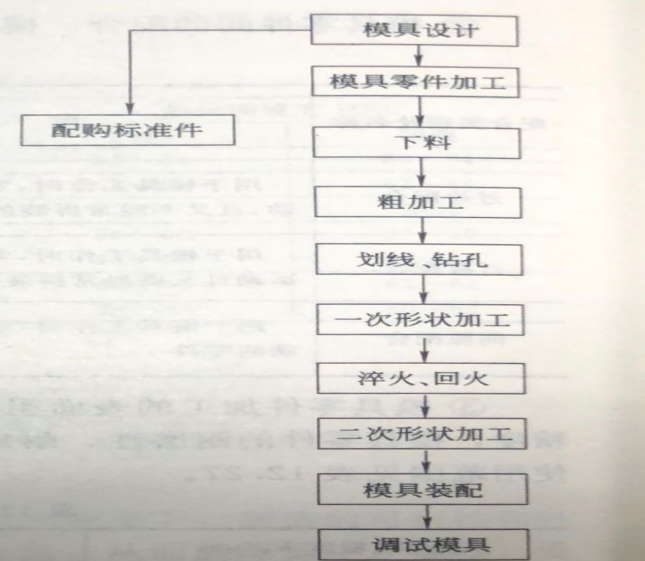
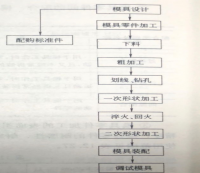
第四章 T10A冲模材料的加工工艺路线
第五章 T10A冲模材料的预先和最终热处理方法
第六章 T10A冲模材料的检测设备和方法
6.1 T10A冲模材料的检测设备
6.2 T10A冲模材料的检测方法
第七章 T10A的热处理工艺方法
第八章 T10A技术要求的热处理工艺试验方案
第九章 结论
参考文献
小结
第一章序言
1.1 冲模简介
冲压模具是在冷冲压加工中,将材料(金属或非金属)加工成零件(或半成品)的一种特殊工艺装备,称为冷冲压模具(俗称冷冲模)。冲压是在室温下,利用安装在压力机上的模具对材料施加压力,使其产生分离或塑性变形,从而获得所需零件的一种压力加工方法。
冲压模具的形式很多,冲模也依工作性质,模具构造,模具材料三方面来分类。
(1)冲压模具
根据工艺性质分类:
a.冲裁模:沿封闭或敞开的轮廓线使材料产生分离的模具。如落料模、冲孔模、切断模、切口模、切边模、剖切模等。
b.弯曲模:使板料毛坯或其他坯料沿着直线(弯曲线)产生弯曲变形,从而获得一定角度和形状的工件的模具。
c.拉深模:是把板料毛坯制成开口空心件,或使空心件进一步改变形状和尺寸的模具。
d.成形模:是将毛坯或半成品工件按图凸、凹模的形状直接复制成形,而材料本身仅产生局部塑性变形的模具。如胀形模、缩口模、扩口模、起伏成形模、翻边模、整形模等。
e.铆合模:是借用外力使参与的零件按照一定的顺序和方式连接或搭接在一起,进而形成一个整体
(2)根据工序组合程度分类
a.单工序模:在压力机的一次行程中,只完成一道冲压工序的模具。
b.复合模:只有一个工位,在压力机的一次行程中,在同一工位上同时完成两道或两道以上冲压工序的模具。
c.级进模(也称连续模):在毛坯的送进方向上,具有两个或更多的工位,在压力机的一次行程中,在不同的工位上逐次完成两道或两道以上冲压工序的模具。
d.传递模:综合了单工序模和级进模的特点,利用机械手传递系统,实现产品的模内快速传递,可以大大提高产品的生产效率,减低产品的生产成本,节俭材料成本,并且质量稳定可靠。依产品的加工方法分类
(3)依产品加工方法的不同,可将模具分成冲剪模具、弯曲模具、抽制模具、成形模具和压缩模具等五大类。
a.冲剪模具:是以剪切作用完成工作的,常用的形式有剪断冲模、下料冲模、冲孔冲模、修边冲模、整缘冲模、拉孔冲模和冲切模具。
b.弯曲模具:是将平整的毛胚弯成一个角度的形状,视零件的形状、精度及生产量的多寡,乃有多种不同形式的模具,如普通弯曲冲模、凸轮弯曲冲模、卷边冲模、圆弧弯曲冲模、折弯冲缝冲模与扭曲冲模等。
c.抽制模具:抽制模具是将平面毛胚制成有底无缝容器。
d.成形模具:指用各种局部变形的方法来改变毛胚的形状,其形式有凸张成形冲模、卷缘成形冲模、颈缩成形冲模、孔凸缘成形冲模、圆缘成形冲模。
e.压缩模具:是利用强大的压力,使金属毛胚流动变形,成为所需的形状,其种类有挤制冲模、压花冲模、压印冲模、端压冲模。
1.2 T10A材料简史
此钢强度及耐磨性均较T8和T9高,但热硬性低、淬透性不高且淬火变形大。适于制造切削条件差、耐磨性要求较高,且不受忽然和剧烈振动,需要一定韧性及具有锋利刀口的各种工具,如车刀、刨刀、钻头、切纸机、低精度而外形简单的量具(如卡板等),可用作不受较大冲击的耐磨零件。
第二章 T10A冲模服役条件,失效形式和性能要求
2.1 T10A冲模材料的服役条件
冲压模具工作时要承受冲击、振动、摩擦、高压和拉伸、弯扭等负荷,甚至在较高的温度下工作(如冷挤压):工作条件复杂,易发生磨损、疲劳、断裂、变形等现象。因此,对模具工作零件材料的要求比普通零件高。
由于各类冲压模具的工作条件不同,所以对模具工作零件材料的要求也有所差异。
(1)冲裁模材料的要求
对于薄板冲裁模具的工作零件用材要求具有高的耐磨性和硬度,而对厚板冲裁模除了要求具有高的耐磨性、抗压屈服点外,为防止模具断裂或崩刃,还应具有高的断裂抗力、较高的抗弯强度和韧性。
(2)拉深模材料的要求
要求模具工作零件材料具有良好的抗粘附性(抗咬合性)、高的耐磨性和硬度、一定的强韧性以及较好的切削加工性能,而且热处理时变形要小。
(3)冷挤压模材料的要求
要求模具工作零件有高的强度和硬度、高耐磨性,为避免冲击折断,还要求有一定的韧性。由于挤压时会产生较大的升温,所以还应具有一定的耐热疲劳性和热硬性。
参考文献
[1 ]《热处理手册》编委会 热处理手册第四分册【M】机械工业出版社
[2]韩德伟.金属硬度检测技术手册【M】中南大学出版社.2003
[3]邓家贤.冲压模具设计实用手册【M】机械工业出版社.2007
[4]冯炳尧 韩泰荣 蒋文森 丁战生.模具设计与制造简明手册【M】上海科学技术出版社.1998
[5]姜银方 袁国定.冲压模具工程师手册【M】机械工业出版社.2011
[6]王新华 陈登.简明冲模设计手册【M】机械工业出版社.2008
[7]郝滨海.冲压模具简明设计手册【M】化学工业出版社.2009



