





















CA6140车床拨叉加工工艺及铣断夹具设计
摘 要
拨叉的加工质量将直接影响机器的性能和使用寿命。本次设计旨在提高CA6140车床拨叉的加工效率,由此我们首先对拨叉的结构特征和工艺进行了仔细的分析,然后确定了一套合理的加工方案,加工方案要求简单,操作方便,并能保证零件的加工质量。在制定加工工艺规程的顺序如下:
1分析零件;
2选择毛坯;
3设计工艺规程:包括制定工艺路线,选择基准面等;
4工序设计:包括选择机床,确定加工余量,工序尺寸及毛坯尺寸,确定切削用量及计算基本工时等;
5编制工艺文件。
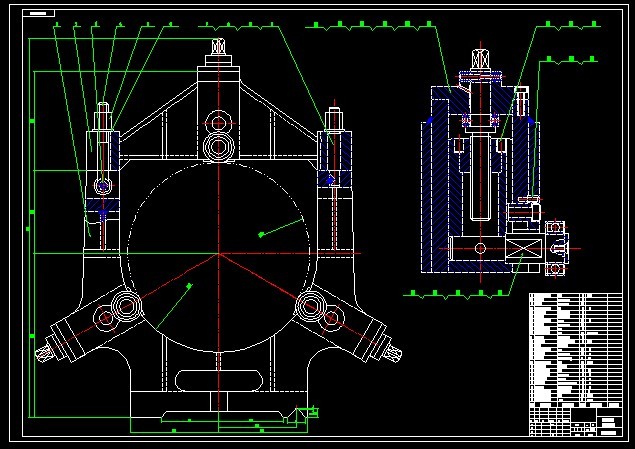
此外,为了提高劳动生产率,降低劳动强度,保证加工质量,需设计专用夹具,本次设计选择了第六道工序铣断双体的专用夹具设计,以满足加工过程的需要。
关键词:拨叉; 工艺规程; 夹具设计
目 录
摘 要••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••1
前 言•••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••4
1 零件的分析••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••5
1.1 零件的作用••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••5
1.2 零件的工艺分析••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••5
2 工艺规程的设计•••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••6
2.1 毛坯的制造形式••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••6
2.2 基准面的选择••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••6
2.2.1 粗基准的选择••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••6
2.2.2 精基准的选择••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••6
2.3 制定工艺路线••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••6
2.4 机械加工余量、工序尺寸及毛坯尺寸的确定••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••8
2.5 确定切削用量及基本工时••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••8
3 绘制零件图和编制工艺卡••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••26
3.1 绘制零件图•••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••26
3. 2 编制工艺文件•••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••26
4 夹具设计••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••28
4.1 问题的提出•••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••28
4.2 夹具体设计•••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••28
4.2.1 定位基准的选择•••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••28
4.2.2 切削力及夹紧力的计算•••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••28
4.2.3 定位误差分析•••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••30
4.2.4 夹具设计及操作的简要说明•••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••30
5 结论•••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••32
6 致谢•••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••33
7 参考文献•••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••••34
前 言
毕业设计是学生在学校完成了大学四年的全部课程,并在进行了生产实习的基础上进行的一个教学环节,也是学生在校学习阶段的最后一个重要的教学环节,是完成工程师基本训练的一个必不可少的过程。通过毕业设计培养学生综合运用所学知识独立解决本专业一般工程技术问题的能力,树立正确的设计思想和工作作风。
毕业设计是在毕业实习的基础上进行的,根据自己的设计课题,在毕业实习期间认真调查研究、搜索资料。
本次设计是提高CA6140车床上拨叉的加工效率,设计正确的加工工艺路线,以及某道工序的夹具。这次设计涉及到机床,机械加工工艺,工装夹具等机制专业的几乎所有的专业基础知识。是一次全面地,系统地检查自己在大学期间对专业知识学习的情况,在整个设计过程中做到严谨认真,一丝不苟的精神,尽量使自己的设计达到理想的水平,通过独立的查找资料,分析,计算完成方案设计,图纸设计和编写技术文件等,设计了这套比较完整的加工工艺路线,使自己对机制专业有了更深刻的认识。
由于时间短促,经验不足以及水平有限,本次设计难免许多不妥和错误之处,敬请批评指正,以便及时改正。
1.零件分析
1.1 零件的作用
题所给的是CA6140车床上的拨叉,它位于车床变速机构中,主要起换挡作用,使主轴回转运动按照工作者的要求工作,获得所需的速度和扭矩。零件上方的Φ20mm的孔与操作机构相连,下方的Ф50mm的半孔则是用于与所控制齿轮所在的轴接触,通过上方的力拨动下方的齿轮变速,两零件铸造为一体,加工时分开。
1.2 零件的工艺分析
CA6140车床上的拨叉共有两处加工表面。其间有一定的位置要求,分述如下:
1.2.1 以Ф20mm为中心的加工表面
这一组加工表面包括:Ф20mm的孔,以及其上下表面,孔壁上有一个装配时要钻铰的Ф8mm的锥孔,一个M6的螺纹孔,和一个缺口。
1.2.2 以Ф50mm为中心的加工表面
这一组加工表面包括:Ф50mm的孔,以及其上、下端面;
这两组表面有一定的位置要求;
(1) Ф50mm的孔的上、下表面与Ф20的孔的垂直度误差为0.07mm。
(2) Ф20mm的孔的上、下表面与Ф20的孔的垂直度误差为0.05mm。
(3) Ф50mm、Ф20mm的孔的上、下表面以及Ф50mm的孔的内表面的粗糙度误差为3.2um。
(4) Ф20mm的孔的内表面的粗糙度误差为1.6um,精度为IT7。
参考文献
[1]、徐嘉元,曾家驹主编《机械制造工艺学》机械工业出版社 97.8
[2]、赵家齐:《机械制造工艺学课程设计指导书》,机械工业出版社
[3]、李益民主编:《机械制造工艺设计简明手册》,机械工业出版社
[4]、艾兴 肖诗纲主编.《切削用量简明手册》. 机械工业出版社, 1994
[5] 、浦林祥主编.《金属切削机床夹具设计手册》.机械工业出版社, 1984
[6]、王启平主编《机床夹具设计》哈工大出版社 85.12
[7]、东北重型机械学院主编《机床夹具设计手册》上海科学技术出版社 80.1
[8]、徐灏主编《机械设计手册》机械工业出版社 91.9
[9]、《机械制造工艺学》、《机床夹具设计》 (教材)
[10]、孙丽媛主编,《机械制造工艺及专用夹具设计指导》,冶金工业出版社2002
[11]、《机械零件设计手册》
[12]、《机床夹具设计图册》
[13]、《几何量公差与检测》第五版 甘永立 主编 上海科学技术出版社



