





















基于ProCast有限元分析轴承座的铸造工艺设计及仿真
摘要:随着我们国家煤电比例逐步下调,风电越来越受到重视。而风电发电机常常用于通信设备、海岛供电、偏远地区的农村等风力较大的地方,由于较强烈的风力及在强风的作用下,机组在温度不稳定的恶劣环境下运行,所以轴承支撑部分的轴承座性能也得到了广泛的重视。本文以某1.5MW型风力发电机轴承座为研究对象,进行了毛坯的铸造工艺设计,结合ProCast对铸型设计的合理性进行了分析,最终获得了较为合理铸造工艺。
关键词:轴承座;铸造工艺设计;ProCast有限元分析
Casting process design and Simulation of bearing pedestal
Abstract:The proportion of coal-fired power generation in Japan is gradually declining, but the importance of wind power generation is increasing. However, wind turbines are often used in windy areas such as telecommunications facilities, island power sources, and remote rural areas. When strong winds blow, the machine operates in a harsh environment where the temperature is unstable, and the performance of axle support in the rolled part is also widely evaluated. In this paper, the technical design of the casting semi-finished product was performed for the axial support of the 1.5MW wind power generation facility, the rationality of the mold design was analyzed by procast, and finally a relatively rational casting technology was obtained.
Key words: bearing seat; Casting process design; ProCAST finite element analysis.
目录
第一章 绪论 1
第二章 零件分析 2
2.1 零件的信息 2
2.2 铸件的具体参数 2
2.3 材料的组织和特点 3
第三章 工艺方案的分析与选择 4
3.1 铸型的制备 4
3.1.1 造型方法的选择 4
3.1.2 型砂的制备 4
3.1.3 砂芯的制备 5
3.1.4 分型面的选择 5
3.2 铸件的吃砂量和铸造砂箱尺寸的选择 8
3.2.1 吃砂量的选择 8
3.2.2 砂箱尺寸的算取 8
第四章 铸造工艺参数的设计 9
4.1 轴承座尺寸公差的选用 9
4.2 轴承座机械加工余量的选择 10
4.3 起模斜度的选择 10
4.4 铸造收缩率的计算 10
4.5 轴承座的最小铸出孔 11
4.6 浇注时间的计算 12
第五章 浇注系统设计 14
5.1 浇注系统选择的原则 14
5.2 浇注系统的尺寸计算 14
5.3 浇口杯尺寸的设计 15
5.4 热节圆的确定 15
5.5 轴承座冒口的设计与计算 15
5.6 冷铁的应用 20
5.7 轴承座出气口尺寸的确定 18
第六章 铸造工艺方案的确定 18
6.1 设计浇注系统的方案 21
6.2 两种方案的模拟与分析 21
第七章 轴承座的缺陷分析及防止措施 22
7.1气孔、缩孔 22
7.2 冷隔 22
7.3 夹杂类缺陷 22
7.4 铸件发生缺陷进行的修补措施 22
第八章 ProCast仿真与分析 23
8.1 ProCAST介绍 23
8.2 轴承座仿真的设置流程 24
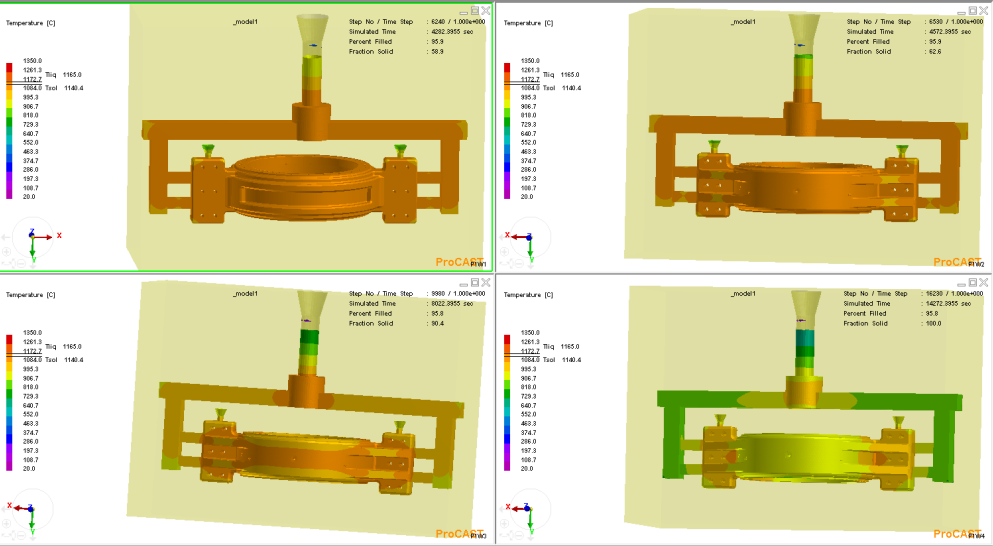
8.3 分析浇注和凝固过程 24
8.4 缺陷的分析与解决方法 31
8.5 小结 31
第九章 结论 34
参考文献 35
第一章 绪论
引言
随着经济的快速发展以及人口日益增长,全球变暖、资源匮乏等问题已经成为人类需要面对的重大挑战。而可再生能源的出现则是解决此类问题的关键所在,环保绿色的能源已经成为产业发展必不可少的一部分,它是加快科技不断进步的重要资源。
目前已发掘出的能源有:太阳能、水能、潮汐能、风能等。因为风能蕴量大、分布的地区广且无污染,所以用途最为广泛。而风力发电机就是利用风能制造的大型机组,第一台风力机发明于1983年。经过39年技术的不断创新,风力机也在逐步发展。
风力机一般放置在极限温度的地区,要遭受强阵风的冲击,因此机组里的零件的工作寿命和使用性能都要很严格。所以本文研究1.5MW型风力发电机里的轴承座,通过分析材料性能、设计其铸造工艺设计和零件仿真模拟铸造,制造出符合加工要求和性能要求的轴承座,不仅降低了生产成本还考虑了环保和能源节约的问题。
参考文献
[1]叶荣茂,吴维冈,高景艳,铸造工艺课程设计手册[M].2版.哈尔滨工业大学出版社,1989.
[2]曹瑜强.铸造工艺及设备[M].2 版.北京:机械工业出版社,2008.
[3]李晨希.铸造工艺设计及铸件缺陷控制[M].北京:化学工业出版社,2009年04月第一版.
[4]赵晓光.轴承座浇注工艺参数的优化[J].冶金与材料,2018,38(06):126-127.
[5]中国机械工程学会铸造分会.铸造手册:第4 卷铸型材料[M].2版.北京:机械工业出版社,2005.
[6]中国机械工程学会铸造分会.铸造手册:第5卷铸造工艺[M].2版.北京:机械工业出版社,2005.
[7]李政平,马少荣.关于轴承座机械加工工艺方案的优化[J].黑龙江造纸,2021,49(02):34-35+38.
[8]周翔,赵占西,冯超伟,徐秋湘.球墨铸铁轴承座铸造工艺设计[J].铸造,2016,65(10):1016-1019.
[9]李思,申荣华,肖华强,蔡廷军,袁兴国.大型轴承座砂型铸造工艺设计及优化[J].铸造技术,2016,37(04):802-804.
[10]李日.铸造工艺仿真 ProCast 从入门到精通[M]. 中国水利水电,2010 年 01 月第 1 版.
附件
附件1:零件工程图(一张)
附件2:零件三维造型图(一张)
附件3:零件实物图(一张)
附件4:铸造工艺卡(一张)
附件5:铸造模拟程序过程



