





















WH212减速机壳体加工工艺及夹具设计(说明书+CAD图纸)
摘要: 本设计要求“以质量求发展,以效益求生存”,在保证零件加工质量的前提下,提高了生产率,降低了生产成本,是国内外现代机械加工工艺的主要发展方面方向之一。通过对WH212减速器箱体零件图的分析及结构形式的了解,从而对减速器进行工艺分析、工艺说明及加工过程的技术要求和精度分析。然后再对减速器箱体的底孔、轴承孔的加工进行夹具设计与精度和误差分析,该工艺与夹具设计结果能应用于生产要求。
关键词: 减速器 加工工艺 定位 夹具设计
第一章 WH212减速机机壳加工工艺
第一节 箱体的结构特点、材料、毛坯及热处理
一 箱体的结构特点
箱体是机器和部件的基础零件,由它将机器和部件中许多零件连接成一个整体,并使之保持正确的相互位置,彼此能协调地运动.常见的箱体零件有:各种形式的机床主轴箱.减速箱和变速箱等.
各种箱体类零件由于功用不同,形状结构差别较大,但结构上也存在着相同的特点 :
1.尺寸较大
箱体通常是机器中最大的零件之一,它是其他零件的母体,如大型减速箱体长达5~6m,宽3~4m,重50~60吨,正因为它是一个母体,所以它是机器整体的最大零件.
2.形状复杂
其复杂程度取决于安装在箱体上的零件的数量及在空间的相互位置,为确保零件的载荷与作用力,尽量缩小体积.有时为了减少机械加工量或减轻零件的重量,而又要保证足够的刚度,常在铸造时减小壁的厚度,再在必要的地方加筋板.凸台.凸边等结构来满足工艺与力的要求.
3.精度要求
有若干个尺寸精度和相互位置精度要求很高的平面和孔,这些平面和孔的加工质量将直接影响机器的装配精度,使用性能和使用寿命。
4.有许多紧固螺钉定位箱孔。
这些孔虽然没有什么特殊要求。但由于分分布在大型零件上,有时给加工带来很大的困难。
由于箱体有以上共特点,故机械加工劳动量相当大,困难也相当大,例如减速箱体在镗孔时,要如何保证位置度问题,都是加工过程较困难的问题。
二.箱体的材料、毛坯及热处理
1、 毛坯种类的确定。
常用毛坯种类有:铸件、锻件、焊件、冲压件。各种型材和工程塑料件等。在确定毛坯时,一般要综合考虑以下几个因素:
(1)依据零件的材料及机械性能要求确定毛坯。例如,零件材料为铸铁,须用铸造毛坯;强度要求高而形状不太复杂的钢制品零件一般采用锻件。
(2) 依据零件的结构形状和外形尺寸确定毛坯,例如结构比较的零件采用铸件比锻件合理;结构简单的零件宜选用型材,锻件;大型轴类零件一般都采用锻件。
(3) 依据生产类型确定毛坯。大批大量生产中,应选用制造精度与生产率都比较高的毛坯制造方法。例如模锻、压力铸造等。单件小批生产则采用设备简单甚至用手工的毛坯制造方法,例如手工木模砂型铸造。
(4)确定毛坯时既要考虑毛坯车间现有生产能力又要充分注意采用新工艺、新技术、新材料的可能性。
本减速器是大批量的生产,材料为HT20~40用铸造成型。
2.毛坯的形状及尺寸的确定:
毛坯的尺寸等于零件的尺寸加上(对于外型尺寸)或减去(对内腔尺寸)加工余量。毛坯的形状尽可能与零件相适应。在确定,毛坯的形状时,为了方便加工,有时还要考虑下列问题:
(1)为了装夹稳定、加工方便,对于形状不易装夹稳固或不易加工的零件要考虑增加工艺搭子。
(2)为了提高机械加工的生产率,有些小零件可以作成一坯多件。
(3)有些形状比较特殊,单纯加工比较困难的零件可以考虑将两个甚至数个合制成一个毛坯。例如连杆与连杆盖在一起模锻,待加工到一定程度再切割分开。
在确定毛坯时,要考虑经济性。虽然毛坯的形状尺寸与零件接近,可以减少加工余量,提高材料的利用率,降低加工成本,但这样可能导致毛坯制造困难,需要采用昂贵的毛坯制造设备,增加毛坯的制造成本。因此,毛坯的种类形状及尺寸的确定一定要考虑零件成本的问题但要保证零件的使用性能。
在毛坯的种类形状及尺寸确定后,必要时可据此绘出毛坯图。
3.毛坯的材料热处理
长期使用经验证明,由于灰口铸铁有一系列的技术上(如耐磨性好,有一定程度的吸震能力、良好的铸造性能等)和经济上的优点,通常箱体材料采用灰口铸铁。最常用的是HT20~40,HT25~47,当载荷较大时,采用HT30~54,HT35~61高强铸铁。
箱体的毛坯大部分采用整体铸铁件或铸钢件。当零件尺寸和重量很大无法采用整体铸件(受铸造能力的限制)时,可以采用焊接结构件,它是由多块金属经粗加工后用焊接的方法连成一整体毛坯。焊接结构有铸—焊、铸—煅—焊、煅—焊等。采用焊接结构可以用小的铸造设备制造出大型毛坯,解决铸造生产能力不足的问题。焊前对各种组合件进行粗加工,可以部分地减轻大型机床的负荷。
毛坯未进入机械加工车间之前,为不消除毛坯的内应力,对毛坯应进行人工实效处理,对某些大型的毛坯和易变形的零件粗加工后要再进行时效处理。
毛坯铸造时,应防止沙眼、气孔、缩孔、非金属夹杂物等缺陷出现。特别是主要加工面要求更高。重要的箱体毛坯还应该达到规定的化学成分和机械性能要求。
第 二 节 减速机箱体加工工艺过程及分析
冶金矿山机械中应用最多的减速机是平行轴孔圆柱齿轮卧式的,箱体是分离式结构。毛坯常用HT15~或HT20~40灰口铸铁制作,但在一些轻载荷的机器中所用的减速器体积小、结构简单。如蜗杆、蜗轮减速机。其毛坯的材料常用HT20~40灰口铸铁制作。减速箱箱体为了减轻重量常将上盖分为轴承座和罩盖两部分。轴承采用铸件,结构简单,制造方便。
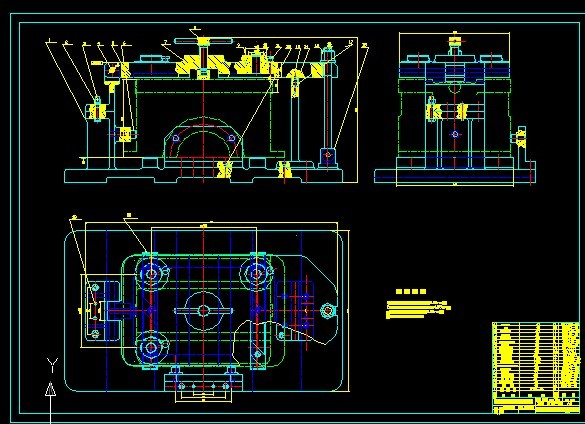
一、 减速器箱体的主要技术要求。
分离的减速器箱体的主要加工部位有:轴承支承孔、结合面、端面、底座(装配基面),上平面、螺栓孔、螺纹孔等。对这些加工部位的技术要求有:
1、减速器箱体、机盖的上平面与结合面及机体的底面与结合面必须平行,其误差一超过0.06/1000mmκ
2、减速器箱体结合面的表面粗糙度Ra植不超过两结合面间隙不超过0.03mm,取0.02mm。
3、轴承支承孔的轴线必须在结合面上,其误差不超过±0.2mm。
4、轴承支承孔的尺寸公差一般为HT,表面粗糙度Ra小于1.6μm,圆柱度误差不超过孔径公差的一半,孔距精度允许公差为±0.03mm~±0.05mm.
5、减速器箱体的底面是安装基准,保证精度为0.2mm.
6、减速器箱体各表面上的螺孔均有位置度要求,其位置度公差为0.15mm
参 考 文 献
[1]梁炳文主编,《机械加工工艺与窍门精选》,机械工业出版社。
[2]周增文 张亮蜂等编著,《机械加工工艺基础》,中南大学出版社。
[3]郑文虎编 ,《机械加工实用经验》,国防工业出版社。
[4]李喜桥编 ,《加工工艺学》,北京航空航天大学出版社。
[5]杨方主编 ,《机械加工工艺基础》,西北工业大学出版社。
[6]陈宏均主编,《实用机械加工工艺手册》,机械工业出版社。
[7]王绍俊主编,《机械制造工艺设计手册》,哈尔滨工业大学出版社。
[8]王生力主编,《重型机械制造工艺学》,冶金工业出版社1986年。
[9]谢明才等主编,《机床夹具设计》,机械工业出版社1980。
[10]李庆寿主编,《机床夹具设计》,机械工业出版社1984。
[11]李家宝主编,《夹具设计》,机械工业出版社1961。
[12]贵州工学院机制工艺研究室编,《机床夹具结构图》,机械工业出版社1983。
[13]龚定安 蔡建国编著,《机床夹具设计原理》,陕西科技出版社,1981年。
[14]潘晓弘,《机械制造工程》,浙江大学出版社2001年。
[15]刘文剑 曹天河编著,《夹具工程师手册》,黑龙江科学技术出版社1987年。
[16]于骏一主编,《典型零件制造工艺》,机械工业出版社1989年。
[17]成大先,王德夫,姜勇,等.机械设计手册[M].北京:化学工业出版社,1993。 [18]乐兑谦主编.《金属切削刀具》机械工业出版社,1985。




