





















TH5940型数控加工中心进给系统设计(说明书+CAD图纸)
摘 要
数控机床在现代制造业中扮演着一个重要的角色。本论文介绍了THY5940型立式加工中心设计思想和设计过程。主要叙述了数控进给系统的传动设计及主要传动件滚珠丝杠及其支承的设计计算。并对进给系统进行了校验,取得了预期的效果。
该机床适用于摩托车、汽车、轻工机械等行业提高生产率。不仅对刀具的位置或轨迹进行控制,而且还具有自动换刀和补偿功能,具有很高的强度,刚度和抗震性。以前采用的专用机床加工零件,虽然效率较高,但制约被加工零件的改进。而加工中心具有柔性,从而能适应产品在最短时间内达到商品化。本加工中心的设计拟采用主机,数控系统(包括伺服和驱动系统)及相关配套件三部分组成。在对以前研究成果分析总结的基础上,按照技术要求指标,对初步拟订的方案进行细化,论证,完善和总结。
加工中心的进给系统承担加工中心各直线坐标轴的定位和切削进给,进给系统的好坏将直接影响整机的运行状态和精度指标。设计过程中应使进给稳定性和快速响应的特性。同时,要求有合理的控制系统,而且要求对驱动元件和机械传动装置的参数进行合理的选择,使整个进给系统工作时的动态特性相匹配。
THY5940型立式加工中心机床解决了单件,小批量,特别是复杂型面的零件的加工自动化问题。对于提高企业的生产率,提高工件的加工精度以及提高机床的使用寿命都具有十分重要的意义。
经过研究,本论文基本取得了预期效果,完成了进给系统的设计计算。同时,对数控机床的进给系统设计方法的研究也取得一定的效果。
关键词:数控技术;数控机床;进给系统;滚珠丝杠
第1章 引言
THY5940型立式加工中心是为汽车/摩托车/轻工机械等行业提高生产效率而开发的新产品。该机床总体布局为工作台固定,立柱移动式。主运动采用数字交流伺服电机拖动,可无机调速。该加工中心除针对汽车零件的加工外,还可以对其它种类的零件进行铣、镗、钻、扩、攻丝、平面及任何曲面的加工,它是轻工机械领域较为理想的设备,特别适合于汽车、摩托车行业以及轻工机械行业大批量生产的需要。该产品既可单机使用,也可以通过小的改动与柔性生产线联机使用。因此,产品使用范围广。
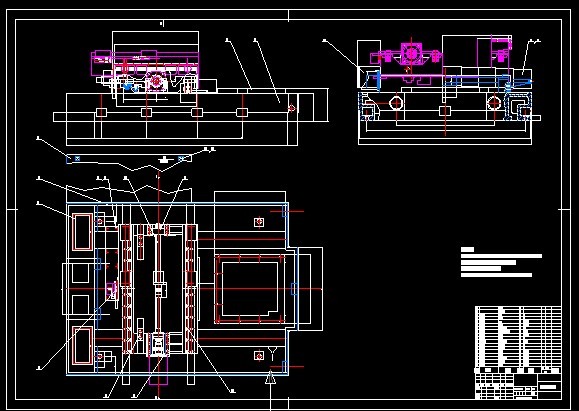
根据加工特点及提高生产率的要求,采用加工和装夹同时进行。使工作台的一侧为加工区,另一侧为卸载区。加工时工作台固定,加工完工作后,只做旋转运动,代替交换工作台的功能。机床的三个移动坐标(X、Y、Z)均由主轴实现。主轴箱侧挂于立柱上,并实现Z向进给。立柱在滑座上移动实现Y向进给。滑座在床身上移动实现X向进给。在工作台两侧设有螺旋排屑槽,将切屑排至机床的后面,在通过链式排屑器(与冷却水箱一体)传至切屑集中处。整机设有防护间,电器柜在防护间一侧便于操作,液压站安置在电器柜后面,从整体上设计较为合理。
目前我国数控机床的数量和品种,尚不能完全满足国内市场需求,自2000年以来,我国数控机床年产量以平均37%的速度增长,2003年国产数控金属切削机床年产量达到36000多台。但由于进口机床的大量涌入,国产金切数控机床在国内市场的占有率明显下降。2003年我国国内机床总消费为67.3亿美元,其中进口机床41.3亿美元,已连续三年成为世界最大的机床进口国。进口依存率113%,国内市场自我满足率仅为44%,远远低于日本的86%,意大利的67%和德国的59%,可以说已威胁到我国机械制造基础产业的安全。同时仅2003年1年,就有德国吉特迈集团,日本牧野铣床,日本丰田工,意大利利雅路集团及韩国大宇机床等在我国开办独资企业。在开拓国际市场的同时,中国机床企业在国内却面临着越来越严峻的竞争形式。2004年我国机床进口突破了55亿美元大关。[1]
分析表明,中国机床市场目前仍分为中低端和高端两个领域。众多中国企业,通常是国有企业占据低端市场,“低端混战“愈演愈烈,但高端市场则主要由外国制造商,特别是被欧洲,日本的制造商垄断。我国汽车,航空和航天,发电,船舶,特别是军工等行业急需的高技术数控机床75%甚至100%依赖进口。部分高档数控机床仍然被作为战略物资在国际市场上受到禁运限制。
但如今这一切正发生改变,新产品开发有了很大突破,技术含量高的产品山主导地位。沈阳机床集团机床股份有限公司中捷友谊)为上海磁悬浮快速列车线生产的s台数控锉铣床组成的轨道梁生产线就是一个例子。数控机床发展的关键配套产品通过政府的支持有了突破和快速发展,如北京航天机床数控系统集团公司建立了具有自主知识产权的新一代开放式数控系统平台;烟台第_机床附件)开发为数控机床配套的多种动力卡盘和过滤排屑装置。我国机床市场正形成以数控机床为主流的消费,但我国在数控机床网络化方面与国外仍然有很大差别。
我国数控机床的发展由成长期进入成熟期,我国供应市场的1500种数控机床,覆盖超重型机床,高精度机床,特种加工机床,锻压设备,前沿高技术机床等领域,覆盖面之广可与日,德,意,美等国家媲美。目前,我国已基本掌握了多(五)坐标联动的关键技术,不仅打破了国外的技术封锁,而且使该技术的应用进入实用化阶段。国际上只有2、3个国家能够生产数控超重型机床,我国就是其中之一。[2]
我国数控机床产品已延伸到成套,复合领域。数控系统是数控机床的神经中枢。是长期阻碍我国数控机床发展的关键环节。在世界范围内,经过多年来市场竞争的优胜劣汰,已形成由日本发那科公司独占世界市场50%,德国西门子公司占据25%的垄断局面。
我国从20世纪90年代末开始,就掌握基于通用32位工控机开放式体系结构,一举步入世界先进技术行列,开发出能与加工中心,复合车削机床及齿轮机床配套的数控系统,特别是控制五轴联动(如用于桂林机床公司与多棱机床公司龙门式镗铣床,齐一车铣复合加工中心)和具备网络化远程监控,诊断,操作功能的数控系统,开发出弧齿锥齿轮数控加工,三维激光视觉检测。目前批量投入市场的国产数控系统,性价比优势明显,正在改变国际强手在中国市场上奇货可居的垄断局面。
高速加工是而向21世纪的一项高新技术。它以高效率、高精度和高表而质量为基木航空航人、汽车工业、模具制造、光电工程和仪器仪表等行业中获得了越来越广泛的应用,己取得了重大的技术经济效益。是当代先进制造技术的重要组成部分。
为了实现高速加工.首先要有高速数控机床。高速数控机床必须同时具有高速主轴系统和高速进给系统.才能实现材料切削过程的高速化。为了实现高速进给.除了可以继续采用经过改进的滚珠摊杠以外.最近几年又出现子‘直线电机’和“JI联虚拟轴机构”等新型的高速进给方式.从结构、性能到总体布局.二者之间都有很大的差别.形成了二种截然不同的高速进给系统。
高速加工的切削速度为常规切速的10倍左右。为了使刀具每齿进给量基木保持不变.以保证零件的加工精度、表而质量和刀具的耐用度.则进给量也必须相应提高10倍左右.达到60 m/ min以上.有的甚至高达120 m/ min。大的进给量和快速行程.木身也是缩短切削工时和辅助工时的要求。[3]
机床加工零件时.工作行程一般只有几十至几百毫米.因此只有在瞬间达到高速和在高速行程中瞬间准停.高速直线运动才有意义。这就要求高速机床不但进给速度高而且加速度大。最大加速度之值要达到1- g gig为重力加速度)。高的加速度运动会对机床造成巨大的动载荷。因此要采取一系列有效措施.提高机床的动静刚度。从某种意义上说.高速加工促使机床设计从‘速度设计”发展到子‘加速度设律’的新阶段。 此外.进给系统要能实现快速的伺服控制和误差补偿.有较高的定位精度和跟踪精度.以便进行工件的高效精密加工。[4]
从以上可以看出,国外的数控机床水平比较先进。我国在数控机床产业发展还面临着以下问题:数控化水平低,缺乏发展产业的政策和技术配套体系,面临国外强手竞争的巨大压力。所以,我国机床装备制造业市场意识的强化与核心技术的发展,只能通过进一步的开放市场来解决,在竞争中培育成长。开放式自主发展既是促进自身快速成长的必要途径,又是打造高端品牌的战略选择。根据数控机床的发展需要,集中力量突破数控系统产业化生产,形成国内自主版权的数控系统产业,迎接数控机床行业的每一个挑战。
目 录
摘要…………………………………………………………………………………………I
ABSTRACT………………………………………………………………………………II
第一章 引言…………………………………………………………………………… 1
1.1 气动式飞锯机的功用……………………………………………………………1
1.2 定尺飞锯机的国内外现状………………………………………………………1
1.3 本设计的目的与意义……………………………………………………………2
1.4 设备简介…………………………………………………………………………2
1.5 设计中需注意的问题……………………………………………………………3
第二章 气动式定尺飞锯机总体设计方案 ………………………………………4
2.1 气动式定尺飞锯机应实现的功能………………………………………………4
2.2 气动式定尺飞锯机的总体方案制定……………………………………………4
2.3 气动式定尺飞锯机的总体方案设计……………………………………………6
第三章 气动式定尺飞锯机的设计…………………………………………………7
3.1 飞锯小车运动描述………………………………………………………………7
3.2 确定飞锯小车各段运动曲线……………………………………………………8
第四章 气动式定尺飞锯机结构方案设计…………………………………………9
4.1气动式定尺飞锯机的整体结构方案 …………………………………………9
4.2导轨的设计………………………………………………………………………10
4.3气动式定尺飞锯机的行走小车的结构方案……………………………………10
4.4气动式定尺飞锯机的床身的结构方案…………………………………………12
第五章 气动式定尺飞锯机的锯切系统的设计与计算………………………13
5.1气动式定尺飞锯机锯切系统整体结构方案设计………………………………13
5.2气动式定尺飞锯机的锯切系统的结构方案……………………………………13
5.3气动式定尺飞锯机锯切系统的结构方案的比较优化…………………………15
第六章主要零部件的设计 ………………………………………………………16
6.1切削力、功率的计算……………………………………………………………16
6.2电机的选择………………………………………………………………………17
6.3带传动设计………………………………………………………………………20
第七章 安装与调试……………………………………………………………………25
7.1定尺飞锯机的安装………………………………………………………………25
7.2定尺飞锯机的调试………………………………………………………………25
7.3使用与维护………………………………………………………………………25
结束语、致谢 …………………………………………………………………………… 26
参考文献 ………………………………………………………………………………… 27
参 考 文 献
[1] 刘跃南.机床计算机数控及其应用.机械工业出版社.58~60
[2] 刘又午.数字控制机床.北京:机械工业出版社,1983. 19~24
[3] We ck .M, Schumacher A. Machine Tools for High Speed Machining. Proceedings of the C I R P International Seminar on Improving Machine Tool Performance. Spain,okra Complete Publication,1998:27~41
[4] Kaki no Y, Matsubara A. High Speed and High Acceleration Feed Drive System for NC Machine Tool. Int. Journal of Precision Engineering, 1996, 30(4):295~298
[5] 靳龙.数控加工中心进给系统设计分析.机械研究与应用.2005, 18(3):7173
[6] 毕承恩,丁乃建.现代数控机床.北京:机械工业出版社,1993.78~
[7] 王爱玲.现代数控机床结构与设计.兵器工业出版社.92~93
[8] 赵如福.金属机械加工工艺人员手册.上海科学技术出版社.1990.179~181
[9] 毛谦德,李振清.袖珍机械设计师手册.北京:机械工业出版社,2001.205~209
[10] 机床设计手册,第三册. 北京:机械工业出版社,1986.179~181




