





















起动机连杆工艺与工装设计
摘要
论文是对起动机连杆的零件进行工艺分析,运用所学的专业知识进行工艺分析,主要内容是进行结构分析,确定钻加工工序需要专用夹具,按照工艺规程设计专用夹具。根据图纸的信息才能制定工艺规程,运用所学的专业知识,分析此次工件的零件图,按照给定的技术要求选取设备然后进行加工,制定合理的工艺路线。在专用夹具设计过程中,首先分析零件的结构和技术要求,确定零件的定位方式,设计出定位元件,然后根据定位方式设计夹紧装置和夹具体,最后进行钻床夹具的总体设计。课题内容主要包括工艺路线的规划,毛坯余量的确定,夹具的设计,工艺过程卡片和工序卡片的编制。最后再对整个工艺规程设计进行总结,编制说明书等。
关键词:起动机连杆;毛坯;专用夹具;工艺路线;工艺过程卡片;工序卡片
Abstract
This paper is to analyze the technology of the parts of the connecting rod of the starter, and use the professional knowledge to analyze the technology. The main content is to analyze the structure, determine that the drilling process needs a special fixture, and design a special fixture according to the technical specification. According to the information of the drawing, we can make the process regulation, use the professional knowledge, analyze the part drawing of the workpiece, select the equipment according to the given technical requirement, then process, make the reasonable process route. In the process of designing the special fixture, firstly, the structure and technical requirements of the part are analyzed, the positioning mode of the part is determined, and the positioning element is designed, then the clamping device and the fixture are designed according to the positioning mode, finally, the overall design of drilling jig is carried out. The subject includes the planning of process route, the determination of blank allowance, the design of fixture, the preparation of process cards and process cards. Finally, the design of the entire process specification is summarized, such as the preparation of specifications.
目录
摘要 2
Abstract 2
第一章 序言 5
1连杆的功用与结构特点 5
第二章起动机连杆工艺设计 6
2.1连杆的技术要求 6
2.1.1大小头孔的精度 6
2.1.2两个相互垂直的大小分别为头孔的中心线之间的平行程度 6
2.1.3大小头孔的中心距 6
2.1.4大头孔两端面对大头孔轴心线的垂直度 6
2.1.5大小头孔两端面的技术要求 7
2.1.6有关螺栓孔的技术要求 7
2.1.7有关重合面的技术要求 7
2.2连杆的毛坯与材料 8
2.3连杆的加工工艺过程分析 9
2.4定位基准的选择 10
2.5确定合理的夹紧方法 11
2.6连杆大小头孔加工 12
2.7连杆螺栓孔的加工 12
2.8连杆加工工艺问题: 13
2.8.1工序安排 13
2.8.2定位基准 13
2.8.3夹具使用 13
2.9确定切削用量和基本时间 13
第三章 参数确定及计算 14
3.1计算尺寸链 14
3.1.1卡瓦槽计算 14
3.2额定工时的计算 15
3.2.1铣大小头平面 15
3.2.2粗磨大小头平面 15
3.2.3对小头孔加工 16
3.2.4铣大头侧面 17
3.2.5扩大头孔 17
3.2.6铣连杆盖和连杆体 17
3.2.7加工连杆体 18
3.2.8铣盖结合面 19
3.2.9铣钻镗 21
3.2.10粗镗大头孔 22
3.2.11大头孔倒角 22
3.2.12半精镗大头孔和小头孔 22
3.2.13精镗大头孔 23
3.2.14钻小头油孔 23
3.2.15小头孔倒角 23
3.2.16镗衬套 23
3.2.17研磨大头孔 24
3.3检验 24
第四章 夹具设计 25
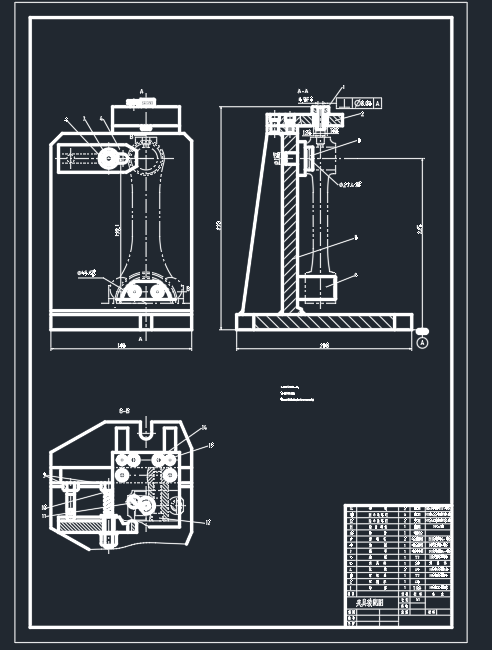
4.1钻削小头油孔夹具 25
4.1.1定位原理 25
4.1.2定位元件 26
4.1.3夹具设计 26
4.1.4操作事项 28
4.1.5本章小结 28
小结 29
致谢 29
参考文献 30
第一章 序言
1连杆的功用与结构特点
为了使起动机的工作稳定,使得内部冲击载荷变化较小,不仅要求各个连杆总重量轻,并且能够做到同一台起动机中每个连杆总重量相差不多。为了能够控制装备位移精确,甚至需要对各个连杆进行称重。因为这样,就有一部分人员在连杆上装了称重快,为了能够在称重以后防止质量不平衡。为了避免这些连杆在引擎和发动机投入运行后不能正常地工作,所以为了减少发动机的大头孔轴颈和小头孔与活塞销之间的磨损,在这些连杆的某些部位设置了加油孔;每种曲轴连杆的润滑方式各不相同(但是相对于小头孔来说),就是在曲轴连杆体中从小头孔到大头孔内钻一修长的润滑油孔,使得曲轴连杆的主要部件和轴颈的大头孔都变得光滑。也让小头孔变得光滑。当然,这修长的油孔本身就是一个深大的洞,加工相对来说困难。而很多连杆都是在较小的头部(或外侧)上方设置一个油孔(或者是水泥沟)。起动机在正常工作中,凭借着曲轴的飞速旋转,把气缸体底部的润滑油甩出来放进小头上方的润滑油孔内,用来保护和清洁小头的孔。
另外,对于具有几个截面的连杆,不同类型的连杆,其几个截面的形状及其要求也各不相同。有些连杆的有些表面处加了可以进行调整的垫片,而有些连杆的表面处使用不适当的垫片,因此对有些表面处的要求比较高;剖分面积为一个水平面的制糖厂采用定位套进行定位。对于锯齿形的凸台除了拉销加工外没有其他定位方法,然而铣,磨等操作很难保证精度。
连杆的大小头端面深度,从工艺方法上来说,最好与之类似,加工、定位、运输都相对便捷。可以由结构设计要求分析,有时候必须配备一个厚度与之不相同,尤其对于中小型柴油机连杆。为了能够使得加工方便,经常会在工艺流程中让之前的工序达到同一厚度,在末尾工序将厚度之间产生相同的误差进行加工。某些坚硬强度比较高的起动机,头部较大的结构也是较为粗糙,为了让连杆在拆卸时能够经过孔内,必须缩短部分连杆的大头垂直方向和与小小头孔的中心线方向相同长度的距离,所以采用斜剖式的结构,即部分面和与大小头孔的中心线方向形成角度。
第二章起动机连杆工艺设计
2.1连杆的技术要求
2.1.1大小头孔的精度
为了让连杆整体降低冲击不利的反应和方便导热,两孔衬套之间的孔大概取值为IT6的尺寸公差,表面粗糙度必须小于0.5um,对于他们的圆柱大小也给出了相应的严厉要求。
2.1.2两个相互垂直的大小分别为头孔的中心线之间的平行程度
两孔中心线之间的平行度中心点与连杆轴线的方向相反,导致了活塞歪倒在气缸内。所以这种情况就产生了由于气缸壁的磨损不匀称,减少了发动机长期运转和寿命等现象,同时又促使连杆轴颈产生了边缘性的磨损,所以两孔的轴心线与连杆中心线相反方向之间的平行程度公差很小;但是大小孔的中心线与垂直连杆线相反方向之间的平行程度误差对不匀称性损坏的影响很小,所以它的公差值很大。通常图中规定的误差大小是每孔连杆中心线方向垂直于规定连杆中心轴线上和方向上的大孔平行度之间误差一般应该等级是不少于7级,在图中垂直于规定连杆中心轴线大孔中心线和方向上的小孔平行度之间误差等级一般不少于8级。
2.1.3大小头孔的中心距
气缸的压缩比是由大小孔的中间距离决定,那么也影响了起动机工作效率,也就产生了相对来说很高的要求。
参考文献
[1]杨书子,机械加工工艺师手册[M],北京:机械工业出版社,2004
[2]上海金属切削技术协会,金属切削手册[M],上海:上海科学技术出版社,2004
[3]李洪,机械加工工艺手册[M],北京:机械工业出版社,1990
[4]方昆凡,公差与配合手册[M],北京:机械工业出版社,1999
[5]王光斗,王春福,机床夹具设计手册[M],上海:上海科学技术出版社,2000
[6]东北重型机械学院,机床夹具设计手册[M],上海:上海科学技术出版社,1979
[7]吴宗泽,机械设计手册[M],哈尔滨:黑龙江科学技术出版社,1987
[8]刘文剑,曹天河,赵维,夹具工程师手册[M],哈尔滨:黑龙江科学技术出版社,1987
[9]上海金属切削技术协会,金属切削手册[M],上海:上海科学技术出版社,1984
[10]周永强,高等学校毕业设计指导[M],北京:中国建材工业出版社,2002
[11]黄如林,切削加工简明实用手册[M],北京:化学工业出版社,2004
[12]余光国,马俊,张兴发,机床夹具设计[M],重庆:重庆大学出



