





















CA6140车床后托架机械加工工艺规程制订及VII工序专用夹具的设计
本次设计是在我们学完了大学的全部基础课,技术基础课以及专业课之后进行的。这是我们在进行毕业设计之前对所学的各课程的一次深入的综合性的总复习,也是一次理论联系实际的训练。因此,它在我们四年的大学生活中占有重要的地位。因此,它在我们的大学生活中占有重要的地位。另外在做完这次毕业设计之后,我得到一次在毕业工作前的综合性训练,我在想我能在下面几方面得到锻炼:
(1)运用机械制造工艺学课程中的基本理论以及在生产实习中学到的实践知识,正确地解决一个零件在加工中的定位,夹紧以及工艺路线安排,工艺尺寸确定等问题,保证零件的加工质量。
(2)提高结构设计能力。通过设计夹具的训练,获得根据被加工零件的加工要求,设计出高效,省力,经济合理而能保证加工质量的夹具的能力。
(3)学会使用手册以及图表资料。掌握与本设计有关的各种资料的名称,出处,能够做到熟练的运用。
就我个人而言,我希望通过这次毕业设计对自己未来将从事的工作进行一次适应性训练,从中锻炼自己发现问题、分析问题和解决问题的能力。
一.零件的分析
1. 零件的作用
题目所给的零件是CA6140车床后托架。后拖架是在加工超出床身长度的细长杆零件时,用来支撑工件的机床附件,通常半自动机床使用较多,主要起支撑作用和固定作用。
2. 零件的工艺分析
CA6140车床后拖共有三组加工表面,他们相互之间有一定的位置要求。现分析如下:
1、加工φ40孔
2、加工φ30.2孔
3、加工φ25.5孔
这三组加工圆孔之间有着一定的位置要求,主要是:
(1)φ40孔与底面的平行度公差为100:0.07。
(2)Φ30.2孔与底面的平行度公差为100:0.07,相对于φ40孔的平行度公差为 100:0.08。
(3)粗糙度要求都是1.6μm ,且都处于同一高度(35±0.07)。
由以上分析可知,有一个面和一个锪平面有尺寸精度要求,而且有一定的表面粗糙度要求。对于这三组孔,可以设计一专用夹具,将三孔同时加工出来,因是大批量生产,保证其加工精度。
二.工艺规程的设计
1.确定毛陪的制造形式
零件材料为HT200,采用铸造。由于零件年产量为5000件,已达大批量生产水平,故采用铸造精度较高的金属型铸造。
2.基准的选择
基面的选择是工艺规程设计中的重要工作之一。基面的选择的正确与合理,可以使加工质量得到保证,生产率得以提高。否则,加工工艺过程中会问题百出,甚至还会造成零件大批报废,使生产无法正常进行。
(1)粗基准的选择
因本零件毛坯是金属模铸造成型,铸件精度较高,所以选择底面作为粗基准加 三个孔。再加底面的三个支撑钉一共限制六自由度,达到完全定位。
(2)精基准的选择
主要应该考虑基准重合的问题。当设计基准与工序基准不重合时,应该进行尺寸换算,这在以后还要专门计算,在此不在重复。
3. 制定工艺路线
制定工艺路线的出发点,应当是使零件的几何形状、尺寸精度及位置精度等级等技术要求能得到合理的保证。在生产纲领已确定为大批生产的情况下,可以考虑采用万能性机床配以专用夹具,并尽量使工序集中来提高生产率。除此之外,还应当考虑经济效果,以便使生产成本尽量下降。
工艺路线方案:
工序Ⅰ:粗精铣M面长为120mm,铣后侧面
工序Ⅱ:磨消M面
工序Ⅲ:钻孔φ40,φ30.2,φ25.5
工序Ⅳ:粗精镗φ40,φ30.2,φ25.5
工序Ⅴ:钻φ6长孔,φ6的螺纹孔
工序Ⅵ:攻M6的螺纹
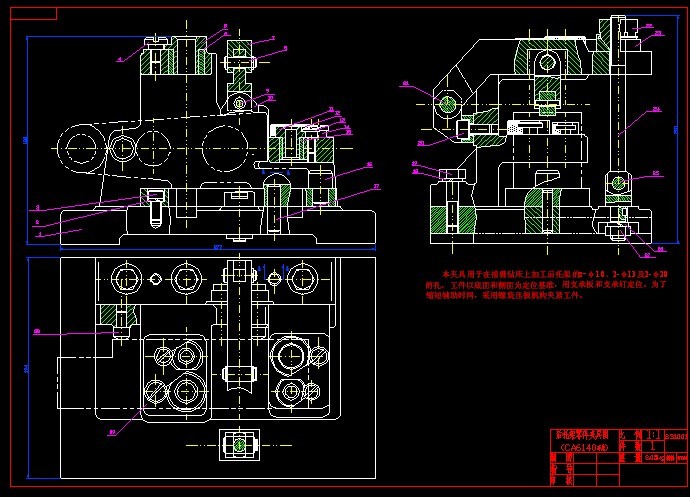
工序Ⅶ:钻φ13的孔,锪φ20孔到12mm,钻2-φ9.8的孔,粗铰2-φ9。96
的孔,精铰2-φ10的孔,锪2-φ13的孔到40
工序Ⅷ:锪平,保证Ra=6.3
工序X:检查
以上工艺过程祥见“机械加工工艺卡片”。
目 录
序言 …………………………………………………………1
一.零件的分析…………………………………………………1
1. 零件的作用
2. 零件的工艺分析
二.工艺规程的设计…………………………………………..2
1. 确定毛陪的制造形式
2. 基准的选择
3. 制定工艺路线
4. 机械加工余量,工序尺寸及毛坯尺寸的确定
5. 确定切削用量及基本工时
三专用夹具设计…………………………………………….21
1. 机床夹具介绍
2. 现代夹具的发展发向
3. 机床夹具的定位及夹紧
4. 工件的装夹方式
5. 基准及其分类
6. 工件的定位
7. 常见定位方式及定位元件
8. 工件的夹紧
9. 设计宗旨
10.夹具的设计
课程设计小结…………………………………………………28
附表 机械加工工艺过程卡……………………………. ……. …29
参考文献………………………………………………………35
参考文献
1、杨叔子主编.机械加工工艺师手册.北京:机械工业出版社,2001
2、李益民主编.机械制造工艺设计简明手册.北京:机械工业出版社,1994
3、孙本绪、熊万武编.机械加工余量手册.北京:国防工业出版社,1999
4、机床夹具设计手册.北京:中国科学技术出版社
5、赵家齐主编.机械制造工艺学课程设计指导书.北京.机械工业出版社,2000
6、刘守勇主编.机械制造工业与机床夹具.北京:机械工业出版社,2000
7、田春霞主编.数控加工工艺.北京:机械工业出版社,2006
8、吴拓、方琼珊主编. 机械制造工艺与机床夹具课程设计指导书.北京:机械工业出版社,2005



