





















勾尾框夹具设计(说明书+CAD图纸)
前言
毕业设计是在完成了制造工艺学(含机床夹具设计)和大部分专业课,并进行了生产实习的基础上进行的一个重要环节.这次设计使我能够综合的运用机械制造工艺学中的基本理论,并结合生产实习中学道的实践理论知识,独立地分析和解决工艺问题,初步具备了设一个中等复杂程序的工艺规程能力和运用夹具设计的基本原理和方法.拟订夹具设计方案,完成夹具结构设计的能力,也是熟悉和运用有关手册,图表等技术资料及编写技术文件等技能的 一次全面实践的机会,为今后从事的工作打下良好的基础
由于我能力所限,经验不足,设计中还有许多不足之处,敬请各位老师多多指教.
钩尾框加工工艺路线
模锻——毛胚检测——热处理正火——焊接接板——超声波探访——热处理调质——强度测试
3.1机加工部分:
铣D面——铣ABC面Ⅰ——铣ABCⅡ——钻φ75孔——镗φ92Ⅰ孔——镗φ92Ⅱ孔——铣内腔——铣185槽——铣79面——铣160面——铣180面——铣R13——铣197——铣7.5度喇叭口——铣275.5度的喇叭口
3.2后处理部分:
磁性探伤——打磨——喷丸——刻标记——表面质量检验——刷漆——包装——入库
四、主要工艺分析
4.1零件工艺处理
毛胚检测:主要次量需加工面的尺寸,再依据零件图的图示尺寸,确定毛胚有足够的加工余量。
热处理正火:细化晶粒,调整硬度,消除网状,渗碳体,为后续加工做好准备。
超声波探伤:焊完连接板后,检测焊接处有无气孔
热处理调质,提高强度,塑性和韧性。
4.2零件具体加工工艺
(一)、铣D面
加工设备:专用铣床
加工方法:刀具旋转,工件进给
加工尺寸:291 +40
刀具:φ250端面铣刀
量具:游标卡尺
有无切削液:无
主轴转速:n=108r/min
进给量:f=0.3mm/r
切削深度:5mm
走刀次数:1次
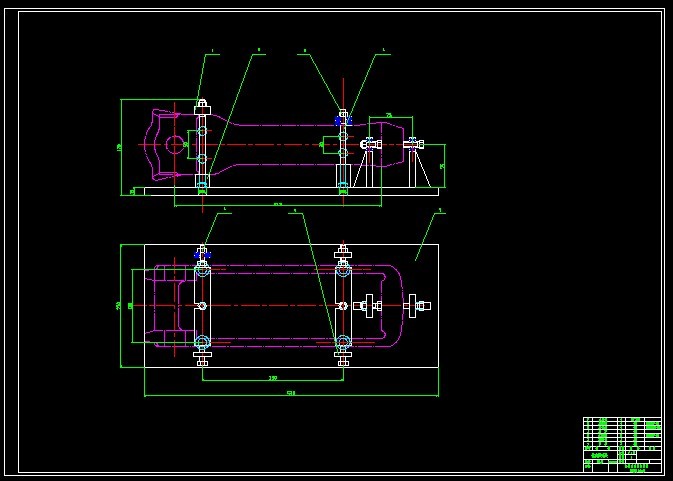
定位夹紧方式:以毛胚ABC面为主要定位面,限制3个自由度。以内腔中两个涨紧机构,既起定位又起夹紧作用,并能保证工件的中心线与铣刀盘平行。早79毛胚面定位限制1个自由度。在对应的ABC面放置四个压板压紧。从尾部起刀,加工零件至图纸尺寸。
目录
前言 -------------------------------------------------3
第一章 零件的分析 ----------------------------------4
第二章 毛胚测量------------------------------------- 5
第三章 钩尾框加工工艺路线--------------------------- 5
3.1 机加工部分 ---------------------------------------- 5
3.2 后处理部分 ------------------------------------------------5
第四章 主要工艺分析---------------------------------- 6
4.1 零件工艺处理 -----------------------------------------------6
4.2 零件具体加工工艺--------------------------------------------- 6
第五章 夹具设计-------------------------------------15
5.1 夹具机构的具体分析------------------------------------------15
5.2 夹具设计方案 -----------------------------------------------15
第六章 致谢 ----------------------------------------- 17
第七章 参考文献 -------------------------------------18
参考文献
1、 李洪主编《机械加工工艺手册》,北京:北京出版社 1990
2、 徐圣群主编《简明机械加工工艺手册》,上海科学技术出版社、1990
3、 《机床夹具设计手册》,上海科学技术出版社、2002
4、 林建榕 主编 《机械制造基础》,上海交通出版社
5、机械制造工艺学课程设计指导用书(第二版) 机械工业出版社,1994
赵家齐 主编
6、《机床夹具设计》 上海:上海科学技术出版社,1983
哈尔滨工业大学,上海工业大学主编
7、《公差与技术测量》 上海:上海交通大学出版社,2004
周勤芳主编
8、《机械制图》 上海:上海交通大学出版社,1999
王槐德主编
9、《机床夹具设计图册》 机械工业出版社,1983
哈尔滨机电专科学校,上海机械专科学校主编
10、《机械零件手册》 高等教育出版社,2001
周开勤主编





