





















电子衡器内部传感器的夹具设计
机械加工、装配和测量等加工工艺过程中零件的定位方案设计的关键问题是如何确定零件的侧面定位元件位置问题,工件的一个侧面定位方案是指在孔系组合夹具基础板上找出三个定位元件的位置,使这三个元件的定位面能与工件的两个或三个不全部平行的侧面基准保持相切接触,从而完全限制了工件在基础板平面内的自由度,形成了一个定位方案,所以就需要一个好的方法来解决这一问题。可是目前孔系组合夹具只适用于形状比较简单和规则的零件的装夹,而且难以找出全部可行的定位方案,最后还需采用各种可调定位块来调整定位元件与工件的间隙,造成孔系组合夹具系统本身的优越性能没有得到发挥,孔系组合夹具的应用不能普及。
数控加工与通用机床加工相比,在许多方面遵循基本一致的原则,在使用方法上也有许多相似之处。但数控机床本身自动化程度高,功能强使数控加工形成1)自动化程度高;2)柔性加工程度高;3)加工精度高,加工质量稳定;4)生产效率高;5)有利于生产管理的现代化;6)良好的经济效益。所以应用数控机床来加工有很多好处。
本文就这一个问题作了一些探讨和工作。
关键词:夹具、传感器、数控编程
一、绪论
制造业中广泛应用的夹具,是产品制造各工艺阶段中十分重要的工艺装备之一,生产中所使用夹具的质量,工作效率,及夹具使用的可靠性,都对产品的加工质量及生产效率有着决定性的影响,一项优秀的夹具结构设计,往往可以使得生产效率大幅度提高,并使产品的加工质量得到极大的稳定,尤其是那些外型轮廓结构较复杂的,不规则的工件,几乎各道工序都离不开专门设计的高效夹具,目前,机械加工生产企业,其夹具的设计,制造工作量,占新产品工艺准备工作量的50%-80%。生产设计阶段,对夹具的选择和设计工作的重视程度,丝毫也不亚于对机床设备及各类工艺参数的慎重选择。夹具的设计,制造和生产过程中对夹具的正确使用,维护和调整,对产品生产的优劣起着举足轻重的作用。
随着微电子技术的迅速发展,计算机数字控制技术在机械制造中逐步得到普及和应用,为机械制造业注入了新的活力。机电产品的生产受到市场需要的极大促动。各类新型产品激烈的市场竞争及对老产品市场的挤占,使旧有产品被迅速淘汰,而有性能更好、质量更高、成本更加低廉的新产品所代替。
传统的大规模、专业化单一生产的硬性组织形式和生产手段,也逐渐被以数控加工中心为核心的柔性生产组织形式所代替。同样,旧有的单一功能夹具,由于标准化和系列化,以及夹具的计算机辅助设计手段的不断完善和推广作用,而逐步地向拼装夹具和通用夹具发展,极大缩短了夹具设计、制造周期,简化了生产的工艺准过程,强化了夹具结构的典型化、标准化和夹具设计的精确性和计算性。夹具如何更好地适应高速发展的市场需求,已成为夹具发展的新课题。
二.机床
各种电子称重仪内部最重要的零件是传感器,是影响电子称测量精度的直接的原因。所以传感器的加工要求及它的精度是非常高的,它需要一台性能好,精度高的机床和一个好的夹具而加工中心是一台理想的机床。
法拉克加工中心操作简单,运用广泛。它有四个轴机床主体及一个刀库。四轴是X,Y,Z,B轴。X轴可以左右移动,
Y轴可以前后的移动,Z轴可以上下移动,B轴可以进行360度的转动。它们都有一个基准点,也就是零点。加工的工件的坐标可以修改,从而来保证工件的精度,所以各个轴的功能保证了零件的加工精度及她的加工工艺,而各个基准点是编制程序,工件坐标刀具的长度的依据是加工中心安全的保证。特别是Z轴(Z轴是机床的主轴,进行高速的旋转,刀库里的刀是通过机械手来放入Z轴来加工的)。
机床的刀具都是专用刀具,可以通过换刀片和换刀来避免因为刀具的磨损而影响工件的精度。刀具的长度是通过电子对刀仪测量的,确保了工件的精度和机床安全。
三.分析工件的加工要求
传感器的加工精度是很高,最主要的是孔壁的精度,要保证四个孔壁都在公差范围内。孔壁的精度和内孔的尺寸和外表面加工深度有关。外表面由铣刀及B轴的角度来保证,而内孔有镗刀保证尺寸。为了防止工件的内孔偏,尺寸不一样,影响精度所以铣刀铣的两个面的深度应该一样,内孔不偏的话就可以通过修改工件的坐标系(X Y Z B)的尺寸来保证。
内孔的表面粗糙度和孔的大小有镗刀来加工保证。考虑的加工精度及经济性,所以有镗刀代替专用铰刀。因为:a .没有这样不规则的铰刀(15.57)b.镗刀能保证孔的大小和形位精度铰刀只可以保证孔的大小。C.镗刀和铰刀都有磨损,镗刀磨损可以同过换刀片和调大尺寸来保证,很方便也很经济。铰刀磨损后要换铰刀浪费了工作的时间d.镗刀为可调镗刀它可以根据零件规格要求的不同随意的调动镗刀的大小从而来来改变孔的大小,而铰刀只能重新换刀,进行装刀,对刀影响工作的时间,所以我们用可调的镗刀来代替铰刀。
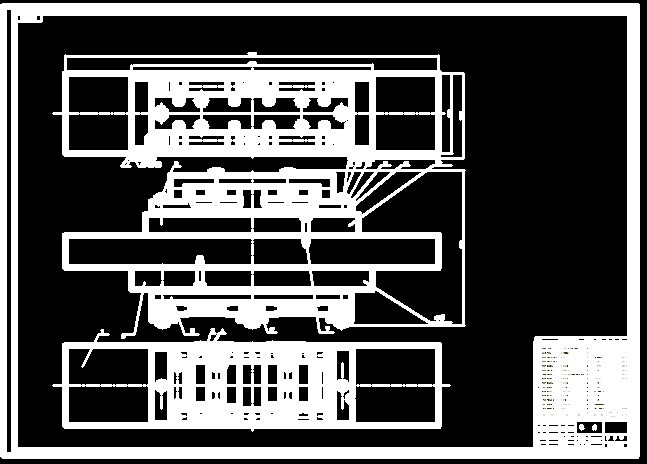
工件的装夹过程:第一工位的四个工件前后左右安装方向一致,工件在Y轴方向上要靠紧挡块,在X方向上要靠紧垫块,不能有间隙,定位准确后有扳手夹紧工件,夹紧后要检查一下,第二工位的四个工件在X方向要靠紧定位销,Y方向要靠紧定位套,要同时进行然后有内六角扳手旋紧螺钉,要从左到右依次旋紧,装好了要检查。
工件的加工过程:在第一工位(0度)装四个工件通过铣刀来加工一个面,加工完后在放到第二工位(180度)夹紧工件,通过铣刀加工另一个面,加工好之后B轴在180度的基础转过+90度,Z轴的刀具换成D8.5的钻头加工两个工件,加工好了后在180度的基础上转过-90度加工另外两个工件,加工好了后刀具换成D15.0的钻头加工在-90度上的工件,然后在加工+90度上的工件,加工完后刀具换成D15.50的镗刀镗+90度用D15的钻头加工好的孔,然后在加工+90度上的D15的钻头加工出来的孔,加工完之后刀具换到铣刀程序结束后,把工件拿下来倒掉工件上的毛刺工件的尺寸在公差范围内那就是成品,如果尺寸不好可以通过改坐标来改变工件的精度。
目录
一、绪论-----------------------------------------(1)
二、机床介绍-------------------------------------(1)
三、分析零件的加工要求---------------------------(1)
四、确定设计方案---------------------------------(3)
五、夹具的设计与定位误差的简单分析---------------(6)
A、工件在夹具中的定位------------------------------------(6)
B、工件在夹具中的夹紧------------------------------------(8)
C、夹具的对定--------------------------------------------(10)
六、编写实验程序-------------------------------(12)
七、结论---------------------------------------(18)
八、参考文献-----------------------------------(20)
参考文献
[1] <<机床夹具>> 中国劳动社会保障出版社
[2] 吴明友,<<数控机床加工技术(编写与操作)>> 东南大学出版社
[3] 王志平,<<机床数控技术应用>> 高等教育出版社





