













基于plc的谷物烘干机(粮食烘干)控制系统设计(设计说明书+梯形图+西门子S7-200程序+组态王组态全套)
摘 要
目前,谷物烘干技术在谷物的储存过程中起着至关重要的作用。由于人工晾晒存在各种人为因素和天气因素的限制,且存在效率低下,烘干效果不达标等问题。因此,本文介绍了一种基于PLC控制技术,以西门子S7-200可编程控制器为控制核心,对谷物烘干机的自动控制,即进粮、循环烘干、自动调温、合格谷物出粮的自动控制。实现谷物的全过程自动烘干。PLC作为谷物烘干系统的核心控制器,其在工业过程控制中体现了强大功能。当前,PLC在国际市场上已成为最受欢迎的的工业控制畅销产品。本篇论文论述可编程控制器PLC对谷物烘干系统自动控制:主要介绍谷物烘干系统工艺流程,PLC控制系统的设计、梯形图、程序编制等。
关键词:PLC、谷物烘干系统、自动控制
ABSTRACT
At present, grain drying technology plays a vital role in the process of grain storage. Due to the limitations of various human factors and weather factors, artificial drying has some problems, such as low efficiency and unsatisfactory drying effect. Therefore, this paper introduces an automatic control of grain dryer based on PLC control technology and taking Siemens S7-200 programmable controller as the control core, that is, the automatic control of grain feeding, circulating drying, automatic temperature regulation and qualified grain discharging. Realize the automatic drying of grain in the whole process. As the core controller of grain drying system, PLC has a powerful function in industrial process control. At present, PLC has become the most popular industrial control best-selling product in the international market. This paper discusses the automatic control of grain drying system by PLC: mainly introduces the process flow of grain drying system, the design of PLC control system, ladder diagram, programming and so on.
Key words: PLC, grain drying system, automatic control
目录
1 绪论 1
1.1 本课题的研究意义 1
1.2 课题国内外研究现状 1
1.3 课题发展趋势 4
2 PLC概述及基本原理 6
2.1 PLC西门子系统的介绍 6
2.2 PLC的应用 6
2.3 PLC的特点及工作原理 7
3 谷物烘干系统方案设计 10
3.1 方案设计 10
3.2 完成的任务 10
3.3 谷物烘干系统的控制要求 11
4 谷物烘干机硬件设计 13
4.1 PLC与CPU型号的选择 13
4.2 系统机型选择与配置 16
4.3 主要参数计算 18
4.4 电源模块 19
4.5 底板或机架 19
4.6 PLC系统的其它设备 19
4.7 PLC的通信联网 19
5 谷物烘干系统软件设计 21
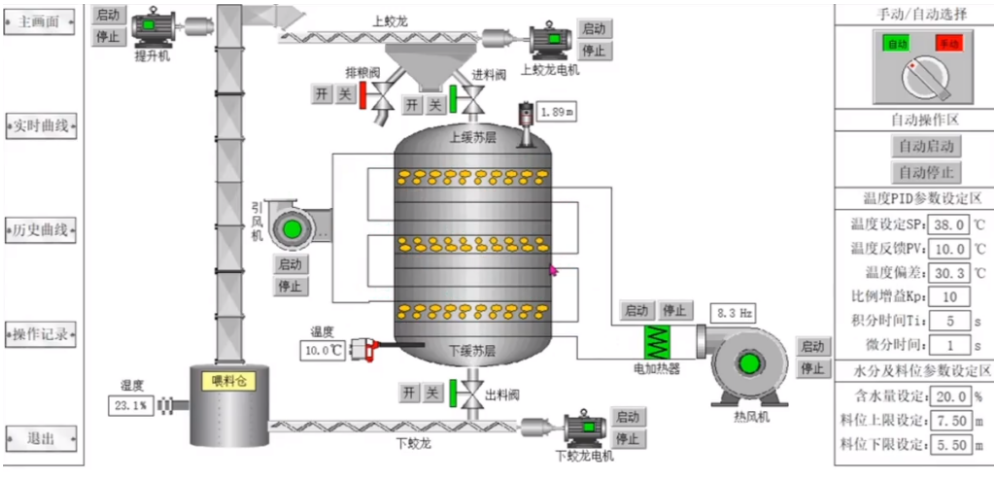
5.1 谷物烘干工艺流程 21
5.2 系统软件设计 22
5.2.1 流程图 22
5.2.2 系统梯形图设计 23
5.2.3 系统STL语句 26
5.2.4 梯形图与程序整理 28
6.谷物烘干机组态模拟 32
6.1 模拟软件 32
6.1.1 组态王软件介绍 32
6.1.2 组态王软件特点 32
6.1.3 组态王软件的命令语言 33
6.2 利用组态王软件模拟系统 33
6.2.1 谷物烘干机过程模拟 33
6.2.2 实时曲线过程模拟 41
总结 42
参考文献 43
致谢 44
1 绪论
1.1 本课题的研究意义
谷物问题是涉及到每一个国家国计民生的重大课题,谷物水分检测对谷物的收购、输、储藏、加工贸易都具有十分重要的意义。谷物的水分是指谷物中含有的自由水和结合水的总称。谷物水分含量的多少有着两种不同的意义, 一方面含有适当水分是粮种维持生命和保持谷物固有的色、气、味、种用品质及食用品质所必须的; 另一方面水分影响谷物贮藏和加工。一般说来, 水分含量愈高, 谷物的新陈代谢强度愈大, 呼吸作用愈旺盛,结果消耗干物质并生产大量热能, 给霉菌、细菌和昆虫的生长繁殖提供条件, 不但降低谷物的营养价值,而且影响谷物加工与食用品质, 严重时会导致发霉变质, 造成巨大的经济损失。谷物在储藏过程中。若水分含量增加,其酶活力上升呼吸作用增强储藏稳定性随之减弱当水分增加到一定程度时,谷物开始发芽。这主要是由谷物中的游离水造成的,只有谷物的含水量下降到合水的范围内,谷物籽粒才能处于休眠状态,生命活动减到最低限度。在谷物加工过程中要求谷物的含水量适宜,过高过低都会影响谷物的物理性质和工艺品质,对加工不利。例如制米若谷物水分过高,稻粒硬度低,容易碾碎,碎米增多,出米率降低;若谷物水分过低,稻粒硬度高也容易产生碎米,降低出米率。所以说谷物水分既是流通环节按质论价的依据, 又是谷物安全储藏和谷物加工的配备根据。在我国,由于水分检测技术的不完善,每年有数百亿斤的谷物因水分含量过高在运输和储藏过程中霉烂变质,造成了巨大损失。而谷物水分过低,减少了谷物重量,影响谷物品质。因此,水分一直是谷物的一项重要质量指标。准确的测量谷物中所包含的水分对于我国的农业生产和储藏有着重要意义。
1.2 课题国内外研究现状
谷物水分的检测方法概括起来可分为无损检测和有损检测两大类。无损检测是指在不破坏待测物原来的状态和化学特性等前提下,通过谷物本身的物理、光学、化学特性来测其含水量,有损检测是指在测量过程中待测物粉碎或发生了化学变化,致使其不能保持原来的形状或组成。在这两类中,无损检测的方法更经济、快捷,发展也最为迅速,是当今世界水分测试的主流。
(1) 谷物水分无损检测的主要方法[3]
直接烘干法是指将待测样品置于烘箱中,根据ASAE标准,在130℃的温度下保持19h,测量前后的质量差即为其水分含量。
电容法是根据水分含量的变化势必引起电容量变化的原理,通过测量与样品中水分变化相对应的电容变化即可知谷物的水分含量。
红外线加热烘干法是利用红外线加热样品使其失水,从而达到测量水分含量的目的。
微波加热法是利用微波炉的磁控管所产生的2450MHz 或915MHz 的超高频率微波快速振荡谷物中的水分子,使分子相互碰撞和摩擦,进而去除谷物中的水分。
介电损失角法是利用谷物含水率不同,介电损失角也不同,并且呈单值分段线性关系。
复阻抗分离电容法通过复阻抗分离电路的设计有效消除电阻参量的影响而只保留电容参量的变化。
高频阻抗法是依据在敏感频带(100k~250kHz)施以外加电场的情况下谷物水分与其交流阻抗呈现对数关系这一理论来测量其水分的。
摩擦阻力法利用谷物的动态摩擦阻力与含水率成线性关系,含水率高、摩擦阻力大。
声学法是利用谷物水分中的谷物籽粒的弹性和振动特性,不同水分的谷物在流动过程中碰撞物体表面时所产生的声压不同。
核磁共振法是在一定条件下原子核自旋重新取向,从而使谷物在某一确定的频率上吸收电磁场的能量,吸收能量的多少与试样中所含的核子数目成比例。
射线法是利用不同的分子对不同波长的近红外光具有不同特征的吸收,当用近红外光照射样品时,漫反射光的强度与样品的成分含量有关。
微波吸收法利用谷物中的水分对微波能量的吸收或微波空腔谐振频率和相位等参数随水分的变化来间接地测量水分含量的。
中子式水分仪通过计量慢中子探测器中产生的电压脉冲个数测量谷物的水分含量。
(2) 谷物水分有损检测的主要方法
105℃恒重法用比水沸点略高的温度(105°±2℃)使经过粉碎的定量式样中的水分全部汽化蒸发,根据所失水分的质量来计算水分含量。
定温定时烘干法是在一定规格的烘盒内称取经过粉碎的试样,在规定加热温度的烘箱内烘干一定时间,烘干前后质量差即为水分含量。
双烘法主要用于测量高含水量谷物。测量时,先称取整粒试样20-30g,放入105℃烘箱中烘干30min,取出冷却称质量,然后粉碎,再用105℃恒重法进行烘干测量。
隧道式烘箱法是定温定时法的一种,它将象限秤与烘箱结合起来,烘干试样后无需冷却可直接用象限秤称量,并可在象限秤上直接读出试样的水分含量。
快速失重法是在物料的极限失重温度下烘干物料,进行谷物水分测试。
减压烘干称重法利用真空处理技术、微小定量测定技术和数据处理技术来测定水分的。
直流电阻法:烘干谷物的直流电阻很大,而水的电阻很小,被测样品的含水量的变化势必引起其导电能力的变化。含水量越高,电阻越小,通过测量样品的电阻,即可以间接地测定含水量。
甲苯蒸馏法是利用与水分不相溶的溶剂(甲苯、二甲苯)组成沸点较低的二元共沸体系,将试样中的水分蒸馏出来。
卡尔·费休法是利用甲醇和吡啶存在的情况下水与碘和亚硫酸发生定量化学反应的原理,根据碘的消耗量测出水分含量。
压力法是利用水与碳化钙发生化学反应生成乙炔,在一定条件下,乙炔气体的压力与其含水量呈线性关系。 国内的谷物烘干理论的研究始于上世纪五十年代,主要是仿制前苏联、日本等国外的烘干设备,但由于当时机械制造技术落后和农业生产资源不充足,所以烘干设备并没有大量的用在农业生产中。二十世纪七十年代末,根据当时的情况,我国有一批科研工作者开始了解和研发谷物烘干设备,取得了突出的成果并将谷物生产设备应用到农业加工生产中。二十世纪八十年,中国开始重视经济发展,并不断鼓励农业工作者使用谷物烘干设备运用到生产,但是由于当时生产水平低下,农户多数选择使用小型的谷物烘干机。谷物烘干设备经过学者们几十年不断的研发及应用,二十世纪九十年代,开始注重推进农业产生的自动化进程,在烘干过程中,一些学者致力于应用智能化手段来改进谷物生产工艺,事实证明通过这些手段可以明显的提高谷物烘干的效率,同时也改善了谷物的品质[6]。
曹崇文等学者提出了一种能实现模糊控制烘干过程的新方案,其主要通过将控制指标模糊化,并将模糊思想运用到整个谷物烘干系统中,其文章中详细的描述了该过程,运用强大的神经网络搭建了逆流式谷物烘干机的模型[7]。
二十世纪末,吉林大学李俊明、殷永光等人根据实际烘干加工生产中烘干塔的高温空气的温度作为输入量,依据谷物粗加工烘干生产中工人的操作调节经验,建立了控制过程中的模糊规则,通过这种模糊方式对排粮电机的转速进行了精细化控制,研制出的控制器有效的解决了烘干加工生产过程中的滞后问题。二十一世纪初,李长友教授选用稻谷作为烘干对象,其文章中搭建出了自动控制专家系统,并将该系统成功应用到循环烘干机上[8,9]。
程乐、张洪斌等人将远程技术运用在谷物烘干机的控制上,设计了相关的智能控制系统,并在此基础上将远程控制器与智能控制系统相结合,完成了最终的远程控制智能系统的设计,该系统提高了谷物烘干的自动化程度,减少了劳动力,并且提高了控制的准确性{10-12]。
张立辉在研究谷物烘干过程中,模拟了烘干过程中的水分和热风温度等状态参数等,并对仿真结果进行了分析;把目标谷物中的水分含量和谷物烘干后的谷物质量作为控制的目标,通过试验、实践、仿真和分析等步骤对烘干过程进行系统的研究。其控制模型为烘干过程控制、烘干逆过程控制、烘干系统的参数优化和反馈控制相结合的组合模型[13]。
伟利国等人通过分析谷物烘干时目标谷物的水分含量的测量过程中的规律与特点,设计了谷物的水含量在线测量体系,该体系能够对烘干过程中的谷物水分含量进行实时、连续的测量,结果显示,其设计的谷物的水分在线测量体系中的水含量的测量范围大约为 10%-20%,测量精度±0.5%。这个体系包括微波水分传感器、温度传感器、信号采集控制器、显示终端等部分。当该体系正常工作时,可以实现对所检测到的和设定的参数进行记录,并可以输出所需要的某个时间区域的入粮水分含量、出粮水分含量、排粮电机转速、热风温度等数据[14-16]。
参考文献
[1] 吴丽.电气控制与PLC实用教程.郑州:黄河水利出版社,2005.2
[2] 齐占庆.机床电气控制技术.北京:机械工业出版社,1999.10
[3] 李树雄.可编程序控制器原理及应用教程.北京:北京航空航天大学出版社.2003.9
[4] 弭洪涛,王忠礼.PLC应用技术.北京:科学出版社,2005
[5] 王卫星等.可编程控制器原理及应用.北京:中国水利水电出版社,2002
[6] 张万忠.可编程控制器入门与应用实例.北京:中国电力出版社,2005
[7] 张高熠,屈明富.PLC指令与梯形图速查手册.北京:人民邮电出版社,2008.11
[8] 金沙,郑凤翼。轻松看懂PLC控制系统梯形图.北京:中国电力出版社,2005
[9] 崔亚军. 可编程控制器原理及程序设计[M] .北京:电子工业出版社, 1993,96—164
[10]齐从谦,王士兰. PLC技术及应用[M] .北京:机械工业出版社,2000.125—155
[11]程周. 可编程序控制器原理与应用.北京:高等教育出版社,2003
[12]王永华. 现代电器控制机PLC应用技术.北京:北京航空航天大学出版社,2000
[13]吴建强,姜三勇.可编程控制器原理及应用.哈尔滨工业大学出版社,2000
[14]陈宇.可编程控制器基础及编程技巧.华南理工大学出版社,2000. 1
[15]王兆义.可编程序控制器教程.北京:机械工业出版社,2001
[16]张万忠.电器与PLC控制技术.化学工业出版社,2002
[17]陈立定,吴玉香,苏开才.电气控制与可编程控制器. 华南理工大学出版社,2001.2
[18]路林吉,王坚,江龙康.可编程控制器原理及应用. 清华大学出版社,2002
[19]高钦和.可编程控制器应用技术与设计.人民邮电出版社,2001.3
[20]段然.可编程控制技术采样机控制系统中的应用研究.西北工业大学,2001. 3



