





















基于PLC控制的送料系统自动化设计
摘 要
用继电器控制送料小车,有着众多的缺点。像维护困难、接线复杂……。PLC是目前全国工业生产的主流控制器。继电器控制。
众所周知,送料小车自动化控制系统的工作环境一般比较艰苦,因此送料小车自动化控制系统工作的可靠性、安全性有着相应的要求。采用西门子PLC作为控制器,即可满足需求。
此次设计实现了送料小车手动档与自动档的转换。用自动化系统取代传统的人工送料,减少了劳动成本,提高了生产效率。
关键词:西门子PLC、MCGS组态
Design of Automatic Send Materials and Load Control System Based on PLC
ABSTRACT
Traditional transport materials are mostly car relay control, relay control wiring has numerous shortcomings of the high failure rate, and the repair is not easy to maintain the shortcoming. As a control of the current domestic market, the mainstream controller, plc in the market, technology, industry has an important role in the impact of the use of PLC control to replace the relay control has become a trend.
The working environment of the feeding and loading control system was usually more severe. Therefore, the requirements for the security, reliability and easy main tenance are more demanding. With a more reliable S7-200 PLC softw are to control the system so as to achieve the process of automatically controlled feeding and loading can meet the requirements of reliability, stability and real-time for the system.
In order to achieve the design of the car feed the transformation of manual and automated,simple to change the past,car manual feed,a reduction of the workforce, increased productivity,automated production! Feeding and the car is designed to be as a result of bad working conditions are not allowed to enter the working environment of the circumstances formed.
KEY WORDS:PLC , Feeding car, Control, Program design, monitoring
目 录
前 言
第1章 绪论
1.1选择方案
1.2PLC的定义和发展
1.3PLC的基本组成及选择
1.4 MCGS组态软件简介
第2章 硬件设计
2.1 系统的结构
2.2自动控制系统构成图
2.3 硬件的选择
2.4自动控制系统主电路
2.5 I/O分配表
2.6 I/O外部接线图
第3章 软件设计
3.1 PLC编程语言简介
3.2送料小车控制系统自动化程序设计
3.3系统的流程图
3.4系统的梯形图
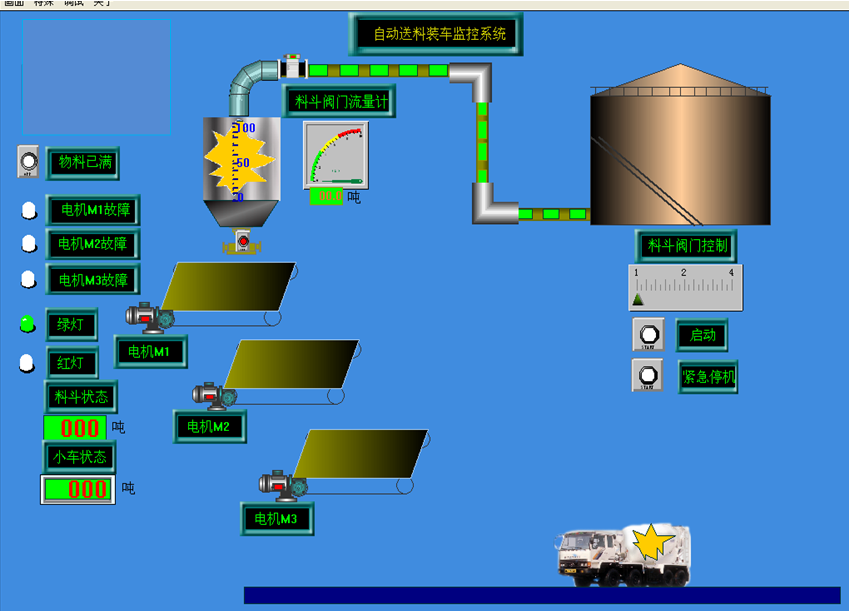
第4章 组态监控程序设计
4.1 建立项目
4.2 画面的设计
4.3 定义设备和变量
4.4 动画连接
第5章 程序模拟调试与运行
5.1 PLC程序的调试与运行
5.2 MCGS组态的调试与运行
结 论
谢 辞
参考文献
外文资料翻译
前 言
送料小车自动化控制系统的工艺流程,属于自动与手动相结合的。传统的送料小车自动化控制系统一般采用继电器进行控制,但继电器控制有着维护困难、接线复杂等缺点。
现代化工业生产,大家为了提高生产效率和产品质量,减少生产成本和环境污染。工业生产过程被期待自动化,这就离不开自动控制系统这一实际问题。在整套工业生产过程中,控制系统是最为核心的。打个比方,在工业生产过程中,控制系统出现了问题,类似于人的大脑出现了故障。轻则造成些许经济损失,重则危及人身安全。送料小车自动化控制系统,是一套输送物料的设备。为了完成原料配给工作,控制系统需要动作稳定,并可连续不断的工作。改善送料小车自动化控制系统对提高国内工业生产效益有着非凡的意义。本次实验使用PLC作为控制器,设计一款安全高,稳定性强的送料小车自动化控制系统。
本次设计一套自动化送料系统,目的是解放生产力。为了适应各异的工作环境,增加送料小车自动化控制系统的实用性。即使在比较艰苦的环境中,送料小车自动化控制系统仍能有效的进行工作。相比于继电器控制,基于PLC 送料小车自动化控制系统,可靠性、稳定性明显提高,能更好的适应工业生产的需求。随着现代社会智能化的发展趋势,学习、生活、工作各个方面都变得更加地方便、快捷。
第1章 绪论
1.1 选择方案
方案一:传统的送料小车自动化控制系统大部分由继电器-接触器组合而成。它有着价格昂贵、体积庞大等缺点。而且几乎没有通信功能,也不能进行数据处理。
方案二:使用单片机作为控制器。单片机存在大量的优点,例如:可靠性强、集成度高、低电压、弱功耗等。众所周知,单片机使用C语言编程,所以编程方法难度系数较高。
方案三:使用PLC作为控制器,可实现送料小车自动化控制,降低系统的运行费用。PLC运料小车电气控制系统具有连线简单,控制速度快,精度高,可靠性和可维护性好,安装、维修和改造方便等优点。
参考文献
[1]陈建明.电气控制与PLC应用.北京:电子工业出版社.2010
[2]李仁.电气控制.第二版.北京:机械工业出版社.1995
[3]汪小澄,袁立宏,张世荣.可编程序控制器运动控制技术.北京:机械工业出版社.2006
[4]吴中俊,黄永红.可编程序控制器原理及应用.北京:机械工业出版社.2004
[5]鲁远栋.PLC机电控制系统应用设计技术.北京:电子工业出版社.2006
[6]阮友德.电气控制与PLC实训教程.北京:人民邮电出版社.2006
[7]张运波,刘淑荣.工厂电气控制技术.北京:高等教育出版社.2004
[8]熊幸明.工厂电气控制技术.北京:清华大学出版社.2005
[9]常晓玲.电气控制系统与可编程序控制器.北京:机械工业出版社.2004
[10]何超.交流变频调速技术.北京:北京航空航天大学出版社.2006
[11]陈隆昌,阎治安,刘新正.控制电机.西安:西安电子科技大学出版社.2000
[12]陈杰,黄鸿.传感器与检测技术.北京:高等教育出版社.2002
[13]张燕宾.SPWM变频调速应用技术.北京:机械工业出版社.2002
[14]贾德胜. PLC应用开发使用子程序.北京:人民邮电出版社.2006
[15]余雷声等.电气控制与PLC应用.北京.机械工业出版社.2001
[16]齐占庆等.电气控制技术.北京.机械工业出版社.2002



