





















基于PLC的药品灌装机定量控制设计
要:我国食品和药品的产品包装工作中,工作单一重复,整体强度非常的大,所以不适合人工包装。自动药片灌装机是一种用于计数和填充药片的特殊设备。 该系统使用三菱系列PLC自动填充药片。整个系统由PLC控制,整个控制系统配有控制室。 PLC用于控制灌装机的运行以启动和停止灌装机。整个系统具有显示药片数量的功能,工作速度快,计数准确,简单灵活的特点。另外, PLC具有I / O显示功能,可以非常迅速,快捷地找到故障零件。最重要的一点是PLC具有保证运行系统的稳定和工作可靠性,故障率低等诸多重要优点。
关键词:自动灌装;PLC
Design of Quantitative Control of Medicine Filling Machine Based on PLC
Abstract:In our country’s food and pharmaceutical product packaging work, the work is single and repetitive, and the overall intensity is very high, so it is not suitable for manual packaging. The automatic tablet filling machine is a special device for counting and filling tablets. The system uses Mitsubishi series PLC to automatically fill tablets. The whole system is controlled by PLC, and the whole control system is equipped with a control room. PLC is used to control the operation of the filling machine to start and stop the filling machine. The whole system has the function of displaying the number of tablets, fast working speed, accurate counting, simple and flexible. In addition, PLC has an I/O display function, which can find faulty parts very quickly and quickly. The most important point is that PLC has many important advantages such as ensuring the stability and working reliability of the operating system, and low failure rate.
Key words:Automatic filling; PLC
目录
第一章 引言 1
1.1 研究内容背景 1
1.2 灌装机的背景 2
1.3 本文研究内容 2
第二章 基于PLC的药品自动化灌装机定量控制 3
2.1 系统控制设计 3
2.1.1系统的设计技术要求 4
2.2 系统总体设计 5
第三章 课题的硬件设计 6
3.1 PLC型号的选择 7
3.1.1 PLC的简介 8
3.1.2 应用系统的设置 9
3.2.1 光电式传感器 10
3.2.2 步进电动机 11
3.2.3 装药机构 12
3.2.4 带式皮带机 12
3.2.5 电磁阀 13
3.3 供盖封盖模块 14
3.4 控制系统方框图 15
第四章 系统软件设计 15
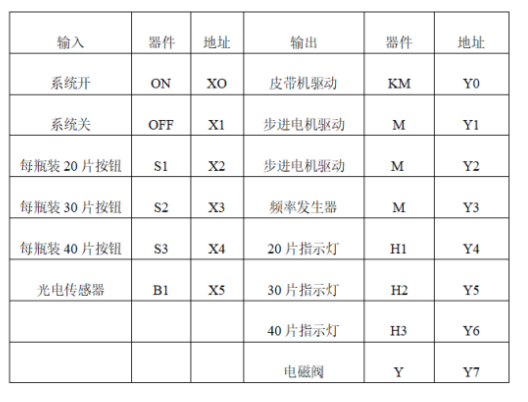
4.1 PLCI/O口的分布 16
4.2 程序设计流程图 17
4.4 程序指令表 18
第五章 结论 19
致谢 20
参考文献 21
第一章引言
1.1研究内容的背景
我国食品和药品的监督管理局的现状不是很理想。食品药品监督管理局指出,这几年来发生了种种危险事件。主要原因是:一开始制药公司不符合制造的流程,需要在制造过程中进行制造监督。然后是一些公司在不符合我国规定的药品生产质量控制标准来生产医疗产品。因此,如果想要改变现状,必须建立健全的药物风险管理标准,加强对不良药物反应的监测,时刻关注药物风险,扩大安全检测的范围,做到有针对性地采取措施。以减轻我国面临的药品安全。我们要做到的就是集中精力去消除生产和包装问题,在生产过程中使生产自动化。在我国的制药和医疗机械行业中,和药品包装灌装相关的机械产品种类已经非常的庞大。满足了各种药品包装的要求,以及可以批量生产的需求。使用 PLC可以直接控制电动机的工作运行。另外,PLC具有I/O显示功能,可以非常迅速,快捷地找到故障零件。最重要的一点也就是PLC具有保证运行系统的稳定和工作可靠性,故障率低等诸多重要优点。因此,本文采用PLC设计一种完全自动化的新型药片输入灌装机控制系统。
1.2灌装机的背景
在和以往的人工手动装瓶相比,自动药品灌装机的优势就是可以直接避免与药物的直接接触,还同时避免了药品对人体带来的危害,从而保证了质量,还保护了人们的身体健康。并且传统的手动装瓶很难控制,耗费人力。通过自动灌装机的设计,可以更加集中于过程的自动化。可以有效的改善管理系统,提高生产效率,并使控制操作更加健康,更加的可靠。
1.3 本文研究内容
本文研究用基于PLC的药品自动填充控制设计。整个装瓶机的系统是由 PLC控制,用来驱动和暂停整个装瓶机。
第二章 基于PLC的药品灌装机定量控制设计
2.1 基于PLC的药品灌装机定量控制设计
药品灌装机大致从原理上可以划分为四个主要的动作:药瓶运送,药片计数,药片罐装,自动瓶盖和加料机制。通过以上四个动作的有机结合,实现了对包装产品的传输,药片计数,自动送瓶,自动加盖。该传动机构完成了瓶装,药片计数和瓶盖加盖的三个制造过程。从漏斗中落下的瓶子通过电动振动器和传输通道来依次进入落瓶通道,在传送带上向前运输,运送到罐装药片处。计数盘由步进电机驱动,从中选择了生产所需的药物颗粒数量,罐装到药瓶里。装有药品颗粒的瓶子继续通过传动带运送到瓶盖供应和瓶盖装置。瓶盖进入料斗里面随后通过在通道里震动,最后进入等待部分。步进电机把盖子放到药瓶的上面,压盖动作通过气缸组和压盖气缸组的配合来完成。
2.1.1 系统的设计技术要求
现有药品灌装机分为两种填料装填方式,电子计数式和旋转盘式,主要的包装形式为小瓶或罐装。转盘式灌装机精度很高,适合于装瓶,但它的结构很复杂,而且价格昂贵,所以不鼓励进行大规模工作和使用。
电子计数式虽然结构高效且速度快,但结构过于简单,导致无法做出高度精确的计算。这种方法在进行设计时就需要首先做好一个控制单元。这个控制单元会按照指示器对规定量的药片进行有序填充。从而使用了自动化装瓶。装瓶的方法一般就是用皮带进行装瓶,每个皮带的药瓶都要装满预先确定数量的药片。所以在使用时需要的瓶装片剂应易于选择,并且适合不同的负载要求。
一般所使用的药瓶里通常会有整数药品数量有十片三十片五十片等等规格的瓶子。在了解了这一规则之后,可以用来确定一百片以上的装药剂量。装药控制器必须经过严格的设计,用以确保控制仪能够针对单个药片进行检测和显示。
PLC主要用于控制各个药片装瓶机的工作,其中它的开关和各个光电式传感器都是连接到 PLC的输入端口上。电机,电磁阀和指示灯分别连接至 PLC对应的输出端口。在装瓶时可以直接依次按照药片号码进行选择,从按键 S1 、S2和 S3 中来选择自己所使用的药瓶中的剂型和药片号码。按S1就可以代表10片,按S2 就可以代表30片,按S3就可以代表40片。相应量指示器的亮度指示 是在一个药瓶内部中的当前用量。通过系统的启动和连接系统的启动和停止之后,电动机 m 将转移输送皮带,并且该输送皮带在 五秒钟内将被停下。这时,皮带上的一块药物就会转动。当其到达所指定的填料位置时。通过一个电磁阀自动打开这个包含了药 片的设备,并通过一个光学传感器逐个测量出药瓶里面的每一块药片。当瓶子内部的药片数已经达到所要求的规定限制值时,然后立即关闭输送机的电磁阀 Y ,重新启动皮带式输送机,可以实现准确地控制药片进行装瓶。在传送带上装填这些药片的操作过程中,如果传送带需要更改这些药片所含数量,只是需要将这些药片放入传送带上当前的瓶中进行填充。系统启动以后,电动机 m 将转移输送皮带,并且该输送皮带在五秒钟内将被自动停下。这时,皮带上的药瓶也就会随之移动。当其能够到达所需要填料的位置时,通过一个电磁阀自动打开一个包含药片的装置,并通过一个光电传感器逐个测量出药瓶里面的每一块药片。当瓶子内部的药片数已经达到所要求的规定限制值时,然后立即关闭输送机的电磁阀 Y ,重新启动皮带式输送机,可以实现准确地控制药片进行装瓶。
为了有效地确保工作的操纵精度和操作的准确度,必须采用 PLC的定时功能方式才可以完成与传送带的连接,并且可以使得传送带的暂停和动作紧密地相互配合。总而言之, PLC应该先使用两个IO端口然后去设计。同时,IO端口可以用来读取充电计数器的装置并对达到该装置进行计数控制。
参考文献
[1] 满永奎,边春元,三菱Q系列PLC原理与应用设计[M].北京:机械工业出版社,2009:1-16.
[2]朱文杰.S7-300/400 PLC编程设计与案例分析[M].北京:机械工业出版社,2009:1-41.
[3]洪应.三菱系列PLC入门与应用实例[M]. 北京:中国电力出版社,2009:1-120,
[4]廖常初.PLC基础及应用[M].北京:机械工业出版社,2004:1-49.
[5]三菱公司FX系列可编程序控制器使用手册[Z]. 2001.3.
[6]刘南,马春翔.高速自动装瓶机控制系统设计[D].上海: 上海交通大学机械与动力学院,2002.
[7]杨林建.机床电气控制技术[M].北京:北京理工大学出版社,2011.1
[8]郑昌奇,张航.基于PLC组合机床控制技术[J].机械与电子,2008,7
[9]史宜巧,孙业明,景邵学.PLC技术及应用项目教程[M].机械工业出版社,2009.4



