





















基于PLC控制的药品检测系统的设计代做电气自动化专业毕业设计价格多少?
摘要:检测环节是生产过程中的重要环节,要保证货物减少次品,必须实现实时记录数据,缩短信息与实物发生中的时间差,真实地反映货物的流通过程检测控制系统,该系统由PLC、、工控机、工业相机组成。工控机和三菱PLC通过RS485的通信线相连,相机和工控机通过串口线相连,PLC接受信号驱使相机拍照,相机通过串口线将照片传给工控机,工控机内部将每次拍的照片与所建的模板的照片对比来确定生产线上药片是否合格的,在将信号回传给PLC,然后PLC发出剔废或不剔废的信号。自动检测代替人工检测,从而提高生产效率,较少犯错,实现标准化控制。该系统不但具有高效率、高柔性、高度自动化等特点,而且可以实现很高的分辨精度与速度。检测系统与被测对象无接触,非常安全可靠。
关键词:工控机;工业相机;PLC
Drug detection system based on PLC control
Abstract: detection is an important link in the production process, to ensure the goods reduce defective, must realize the real-time recording of data, Relationship information and real time difference, and truly reflect the goods circulation process detection control system, the system consists of PLC, industrial computer, industrial camera. PLC and Mitsubishi PLC is connected through the RS485 communication line, camera and computer is connected through a serial line, PLC connected by signal to drive the camera, the camera through a serial line will photos to the IPC, IPC will comparison photos each take photos of template to determine the production line of tablets is qualified, the feedback signal to the PLC, then the PLC a tick waste or rejecting signal. Automatic detection instead of artificial detection, thus Improve the production efficiency, make fewer mistakes, realize the standardization control. The system not only has high efficiency, high flexibility, high degree of automation features and to achieve a high resolution and speed. Detection system with the object to be measured without contact, very safe and reliable.
Key words: industrial control computer; industrial camera; PLC
目 录
第二章绪论 1
1.1引言 1
1.2机器视觉的发展历程 1
1.3机器视觉发展趋势 2
1.4有关药品检测系统的产品简述 2
1.5产品的概述 4
第二章 药品检测系统的设计 5
2.1 该系统的研究意义 5
2.2 设计的要求 5
第三章 方案的论证 7
3.1 继电器控制 7
3.2 单片机控制 7
3.3 PLC控制 8
第四章 PLC的结构、工作原理 9
4.1 PLC的结构 9
4.2 PLC的工作原理 10
4.3 PLC的选型 10
第五章 工控机的应用 11
5.1工控机的基本知识 11
5.1.1工控机的特点 11
5.1.2 工控机的应用 11
5.2 工控机与PLC的联机 12
第六章 系统硬件设计 13
6.1 工业相机的介绍 13
6.2 LED光源的介绍与选择 13
6.3 电源模块的作用 14
6.4 各个软硬件点的选型要求 15
第七章 程序的设计 16
7.1 PLC分配表 16
7.2 PLC程序编写的定义、要求与通信协议 16
7.3 PLC程序编写 22
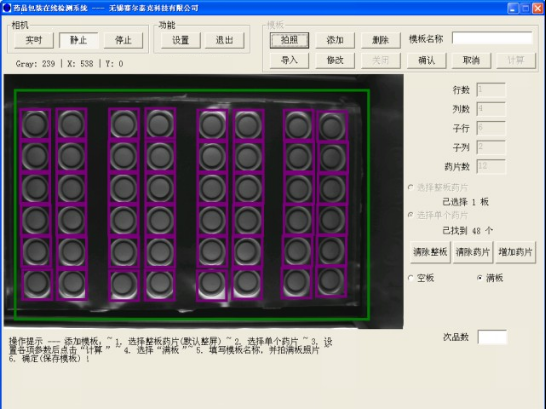
7.4 PLC检测模板的建立 25
7.5 程序接线图的简单介绍 30
7.6药品生产线上的检测系统(实例) 31
总 结 34
致 谢 35
参考文献 36
参考文献
[1] 向晓汉.PLC控制技术与应用[M].北京:清华大学出版社,2010.
[2] 胡家秀.主编简明机械零件设计手册[M].北京:北京机械工业出版社,2012.
[3] 王兆义.小型可编程控制器实用技术[M].北京:北京机械工业出版社,2012
[4] 王兆义.可编程控制器的发展特点[J].北京:北京机械工业出版社,2009.
[5] 程子华.视频学工控-西门子s7-200plc[M].北京:人民邮电出版社,2010
[6] 俞金寿.PLC应用开发技术与工程实践[M].北京:人民邮电出版社,2008
[7] 宋柏生.PLC编程实用指南[M].北京:机械工业出版社,2013
[8] 贾德生.PLC应用开发实用子程序[M].北京:人民邮电出版社,2006
[9] 常初.PLC应用技术问答[M].北京:机械工业出版社,2007
[10] 何衍庆.可编程序控制器原理及应用技巧[M].北京:化学工业出版社,1998



