





















基于PLC的 CK9930数控机床控制设计
摘 要
摘要:数控机床是为了加工一些特殊的,精度比较高的机器零件。这是一个全自动的加工设备这种设备可以进行很多的刀进行同时工作,而且具有循环功能,它的动力大多由电动机或者液压驱动。是电机还有电液的自动化设备。这篇文章主要描写了使用PLC代替传统的继电器。这样的好处是可以使我们控制的结构更加紧凑。使我们机床的功能更加丰富,提高机床的可靠性还有它的响应速度。
关键词:PLC 数控 组合机床
Abstract:CNC machine tools are designed to process some special andhigh precision machine parts. This is a fully automatic processing equipment. This equipment can work with manyknives at the same time. It also has circulation function. Its power is mostlydriven by motor or hydraulic. It's motorand electro-hydraulic automationequipment. This article mainly describesthe use of Mitsubishi-controlled PCto replace traditional relays. The advantage is that we can control the structure more compact. Make our machine tool function more abundant,improve the reliability of machine tooland its response speed.
Key words:PLC Digital Combition of CNC machine tools
第1章 概 述
组合机床是指以大量系列化、标准化的通用部件为基础,然后再配以少量的专用部件而组成的专门对于处理一些事情的机床。它在处理大批量生产的零件尤为适合。可以同时处理一种或多种差不多的大批量零件。它的特点是它比专用机床结构要简单点,但是它比专用机床的工作效率要高,还有最后就是它的自动化水品要高点。数控机床是一种一体化的数字控制自动化机床。早期的数控机床是依靠继电器来实现的。但是由于继电器是一种硬接线系统,复杂,体积大。更改起来十分困难,而且一旦出现问题,很难维修的。这样的系统,其可靠性往往也不高,影响正常的生产。
组合机床是指以大量系列化、标准化的通用部件为基础,然后再配以少量的专用部件而组成的专门对于处理一些事情的机床。它在处理大批量生产的零件尤为适合。可以同时处理一种或多种差不多的大批量零件。它的特点是它比专用机床结构要简单点,但是它比专用机床的工作效率要高,还有最后就是它的自动化水品要高点。。本文介绍了西门子可编程控制器对CK9930机床的电气控制部分的改造设计,重点阐述了数控机床PLC的功能、机床的电气控制原理及相应的PLC程序编制与调试三方面的问题。并且详尽地展示了PLC控制程序的开发过程。
根据数控车床所承担加工任务的特点,可知其操作过程比较复杂。要用PLC控制车床动作,必须将PLC及其控制模块和相应的执行元件加以组合。所以在该控制程序的开发过程中,采用了模块化的结构设计方法。
本文主要完成了主轴控制、坐标轴控制、自动换刀控制、定时润滑控制以及报警处理等功能的PLC控制程序的开发。并且利用FXGP_WIN-C软件编写了该机床的PLC控制程序,并借助其运行、监控功能,通过相关设备,观察了程序的运行情况。
CK9930型数控车床配备的是华中I型数控系统,是一种比较老式的小型简易经济型数控系统。随着数控技术的不断进步与发展,这一数控系统已不能满足加工要求,本课题就是对现有的CK9930数控车床所进行的改造项目的一个组成部分。主要是车床电气控制部分进行改造。
车床电气控制系统是控制车床各部分的工作、协调完成车床加工任务的核心部分,它由大量继电器构成一个复杂的逻辑控制电路。该车床复杂的继电器逻辑控制线路构成的电气控制系统故障率高,难于维护,很有必要对其进行改造,即用PLC代替继电器--接触器控制方式。
目录
摘 要 1
第1章 概 述 4
1.1数控系统的工作原理 4
1.1.1 数控系统的组成 4
1.1.2 数控系统的工作原理 5
1.2 PLC的硬件与工作原理 6
1.2.1 PLC简介 6
1.2.2 PLC的基本结构 6
1.2.3 PLC的工作原理 7
第2章 数控车床PLC 8
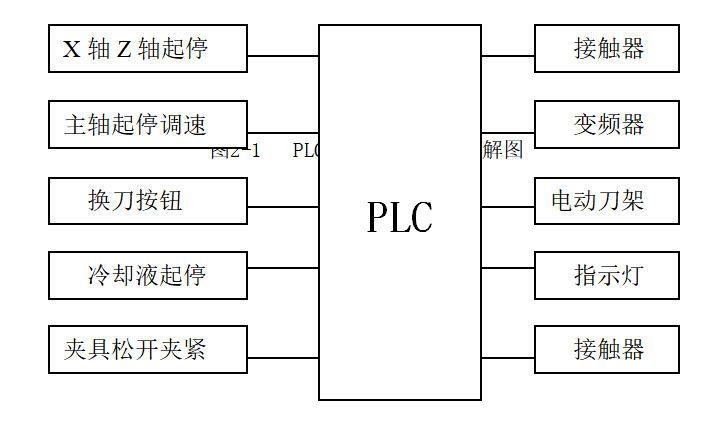
2.1 数控车床PLC的信息传递 8
2.2 数控车床中PLC的功能 9
2.2.1 PLC对辅助功能的处理 9
2.2.2 PLC的控制对象 9
2.3 用PLC实现车床电气控制系统的功能 10
2.4 利用PLC代替继电器--接触器控制方式的优越性 11
第3章 CK9930数控车床电气控制分析 12
3.1 车床主要结构和运动形式 12
3.2 车床对电气控制的要求 12
3.3 车床的电气控制电路分析 12
3.3.1 主电路分析 14
3.3.2控制电路分析 15
第4章 PLC程序设计方法 16
4.1 PLC的编程语言 16
4.2 PLC程序设计步骤 16
4.3 PLC程序的模块化设计 18
4.4 输入输出分配 18
4.5 梯形图程序设计 20
4.5.2 公用程序 21
4.5.3 回原点程序 21
4.5.4 主轴控制程序 22
4.5.5 坐标轴控制程序 24
4.5.6 报警处理程序 27
4.5.7 定时润滑控制程序 27
4.5.8 冷却程序 29
4.5.9 自动换刀控制程序 30
4.5.10 需要说明的问题 32
4.6 梯形图程序的调试 32
4.7 本章小结 33
第5章 调试程序 33
结 论 36
致 谢 38
参考文献 39
参考文献
[1] 杜柳青主编. 数控机床电气控制. 重庆:重庆大学出版社,2006
[2] 王淑英主编.电器控制与PLC控制技术.北京:机械工业出版社,2005
[3] 廖常初主编. 可编程序控制器的编程方法与工程应用. 重庆:重庆大学出版社,2001
[4] 李建新主编.可编程序控制器应用技术. 北京:机械工业出版社,2004
[5] 陆志强,吴祖育,王庚.数控机床控制逻辑的分析与设计.传动技术,1996年,第1期
[6] 汪木兰主编. 数控原理与系统. 北京:机械工业出版社,2004.



