






基于PLC弹簧制作的电气控制设计
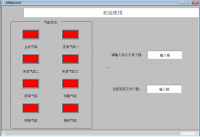
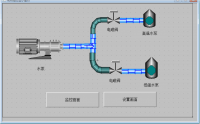
摘要:弹簧作为利用弹性进行工作的机械零部件,在制造业上拥有不可估量的作用。 本次设计的主要是一种弹簧制作的电气控制系统。首先把金属工件送入止动气缸中,然后在人机交互装置中输入目标生产工件数,启动后PLC收到输入信号-对应输入点得电-驱动中间继电器-中间继电器线圈吸合带动触点闭合从而达到驱动电磁阀的目的。电磁阀再控制气缸活塞杆的动作,活塞杆动作到位传感器收到信号再进行下一步动作,从而完成弹簧的制作。电气控制系统简图如右图所示。
关键词:电气控制,气动,PLC,触摸屏。
Electrical control design made of spring
Abstract:Spring, as a mechanical component which uses elasticity to work, plays an immeasurable role in manufacturing industry. This design is mainly an electrical control system for spring production. Firstly, the metal workpiece is fed into the stop cylinder, and then the target number of production workpieces is input in the human-computer interaction device. After starting, the PLC receives the input signal - corresponding input point is electrified - driving intermediate relay - intermediate relay coil is sucked to drive the contact closure, so as to achieve the purpose of driving the solenoid valve. The solenoid valve controls the action of the cylinder piston rod, and the sensor that the piston rod moves in place receives the signal and then proceeds to the next step, thus completing the production of the spring. The schematic diagram of the electrical control system is shown on the right.
Key words: electrical control, pneumatic, PLC, touch screen.
目录
第一章 绪论 1
1.1弹簧制作的电气控制意义 1
1.2本文的主要研究内容 1
第二章 气动部分设计 2
2.1气动系统综述 2
2.2 气源装置 2
2.3 执行元件 3
2.4 控制元件 3
2.5 辅助元件 3
2.6 气路硬件选用 4
第三章 电气部分设计 10
3.1电气部分综述 10
3.2继电器-接触器控制系统 10
3.2.1硬件部分介绍 10
3.2.1.1电气系统总框图 11
3.2.1.2硬件的选用 12
3.3 PLC控制系统 13
第四章 触摸屏设计 22
4.1综述 22
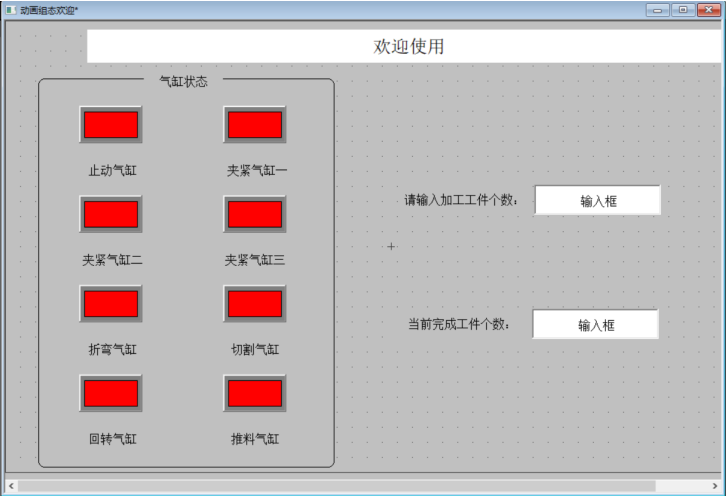
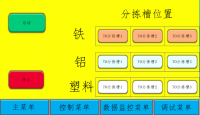
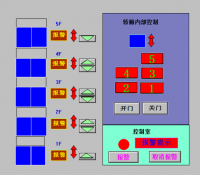
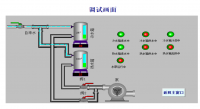
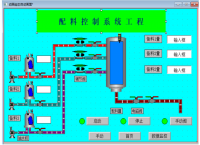
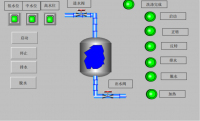
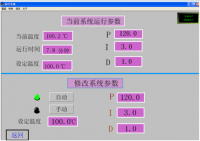
4.2各操作画面的组态方案设计 22
第五章 总结 24
参考文献 26
第一章 绪论
1.1弹簧制作的电气控制意义
伴随着科学技术水平的飞速发展,人们对于生活质量的要求越来越高。当代由于科技水平的发展和人们需求等因素导致自动化生产线的出现,不仅提高生产的效率而且对于产品的质量也是有很大的提升。
弹簧的使用历史悠久,其作为一种动力机构、辅助机构被广泛的运用到各个行业的各种机械上,可谓是像空气一样充斥着每一个行业,起到举足轻重的作用。
电气控制的实际意义在于,对生产过程进行一个自动化生产的转变。以往在对各式产品的制作生产主要是由人工制作完成,人工生产效率较低、形状不统一且质量优良不等。由于人在长时间后会疲惫,而人疲惫后工作的效率就会下降,所以工人不能长时间的工作,而这无形中降低了产品的生产效率和生产质量;而且由于在制作过程中,工人往往会因操作疏忽而导致种种意外的发生。因此无论是从工人的人身安全还是企业的生产效率上,自动化生产都是必然的。
所以本课题的研究有着非常重要的作用。
1.2本文的主要研究内容
本文主要研究的是弹簧生产过程的自动化进行,由人工上料,通过人机交互对控制器下达指令,由控制器控制各执行元件自动的进行对弹簧的生产,此系统主要由控制器-PLC、人机交互装置-触摸屏、执行元件-继电器、气缸等组成。
首先将金属线材送入止动气缸中,由人工在人机交互界面上输入需要加工的弹簧的数量,启动后由PLC控制气缸进行对弹簧的生产工作,生产数量达到目标数量后自行停止。虽然流程简单,但是对于各气缸间的配合上要求极高,也能体现出弹簧的制作工艺和自动化生产的重要作用与优点。
本文中主要用到有八个气缸、三菱PLC、昆仑通态触摸屏等电气原件。虽然种类较少,但就各器件间的协同工作与配合就需要进行多方面的设计,比如在PLC的选型上除了需要考虑到整体的功能要求,还要考虑PLC的可靠性、维护使用的方便性和性价比的高低;为保证加工的正常运行、满足动作规范、出力的大小与出力行程等方面,对于气缸的选取也是重中之重;还有一些触摸屏种类的选择也是需要慎重考虑的。而在编程上,就如何实现预想动作要求,各元件间如何配合也是需要多次调整修改的。
第二章 气动部分设计
2.1气动系统综述
驱动系统是自动化设备的心脏,驱动系统的选择在自动化设备上至关重要,驱动系统的选择跟设备的动作要求,工作环境等有着巨大的关系。目前驱动系统主要分为三大类:(1)液压驱动、(2)气压驱动、(3)电气驱动。因为考率到设备动作、设备造价、系统控制等方面,本作品在对驱动系统的选择上优先选取了气压驱动和电气驱动。
气压驱动系统具有工作介质获取容易、成本低、维护容易、环境适应强等特点。早在两千年前,人类就有运用空气中储存的能量来完成各种任务的例子。进入到二十世纪中期,随着科学技术的发展,气压驱动系统所能实现的功能越来越强大,主要由气源装置、执行元件、控制元件及辅助元件构成的气压驱动回路也越来越完善。
2.2 气源装置
气源装置一般由两部分组成,一个是空气压缩装置另一个是净化装置。
(1)空气压缩装置
空气压缩装置是指将常态气压提升至一定压强后供给气压传动系统的装置,一般指空气压缩机。空气压缩机可以分为容积式和速度式;相对于速度式,容积式是目前应用最为广泛的空气压缩装置。容积式压缩机主要通过缩小单位范围的空气体积来进行升压,而速度式则是通过提升气体速度将气体的动能转化为压力的方式来提升压力。而本设计中主要选取容积式压缩机作为空气压缩装置,又因为容积式空气压缩机可划分多种,考虑到成本和使用状况上所以本次主要选取容积式空气压缩机中的活塞式空气压缩机。
活塞式空气压缩机大体由电动机、储气罐、安全阀、排气阀、空气清洁器、压力指示装置、气压调节装置、活塞等装置组成。
其工作时主要通过电动机带动活塞作往复运动来进行对空气的压缩,当活塞向外部运动时气缸内部压力在活塞的运动下降低,这时因外部大气压高于气缸内部气压,所以吸气阀在外部气压的作用下打开进行吸气。当活塞环向内部运动时,气缸内部气体被压缩,内部气压高于外部气压吸气阀关闭,气缸内气体被压缩到一定时排气管打开,气体通过排气管进入储气罐中。
(2)空气清洁器
因为大气中成分较为杂乱,而在这些成分中很多都是对气动系统有危害的,空气清洁器的作用就是将这些有害成分过滤掉。冷却器一般装在压缩机出口管道上方,主要对压缩后气体进行降温和初步净化,防止因压缩所产生的高温对气动系统产生危害。油水分离器主要将空气中的水和油过滤,防止油和水对气动元件造成锈蚀等。过滤器大多用于具有特殊要求的场合,主要保证输出气体的纯净。干燥器顾名思义主要对气体进行干燥处理,一般由吸附材料组成,净化空气中的油和水。
2.3 执行元件
气动系统的执行元件主要分为两种即气动马达和气缸。气缸是目前市场上使用最为广泛的一种气动执行元件由缸筒、盖端、活塞、活塞杆和密封件等组成,通过气体对活塞杆进行往复做功,且已形成标准化,种类繁多可适用于各种地方。
本课题选用的气动执行元件为气缸。首先在对于气缸的选型上要根据气缸的工作要求和条件选取合适的气缸,因为气缸的种类多样不同的气缸适用于不同的条件,例如:需要气缸运行无冲击应选用缓冲气缸,要求质量轻应选用轻型气缸,要求其精度高应选用锁紧气缸,还有一些其他的一些区分,而这些都是根据实际工作需要进行选取的。在对气缸进行安装前也是要依据自己的安装位置来对气缸进行进一步的选择。
在对气缸进行选择中最重要的就是对气缸的缸径和行程的选择了,气缸缸径的大小决定气缸的作用力的大小,一般在对气缸缸径的选择时需要考虑气缸的负载率,要使气缸的输出有余的同时又不过于笨重,因为缸径过小气缸出力不足,而缸径过大则成本功耗增加且设备性能上造成一定的浪费。在行程的选择上一般根据设备要求选择,选择的行程要略有盈余一般高出10~20mm,以防止满行程时活塞与气缸碰撞造成器件损毁。
2.4 控制元件
气动控制元件一般分为压力控制阀、方向控制阀、流量控制阀和比例控制阀。压力控制阀主要调节和控制气动系统压力的大小,一般由调压阀、安全阀、顺序阀、压力比例阀、增压阀等组成。方向控制阀主要用于改变气体流动的方向或阻断气体流动的方向。流量控制阀一般用于控制气缸进气量的大小,主要进行气缸的速度控制。
在对控制阀进行选择时要根据控制要求和气动系统的瞬时最大流量来进行选取阀组的通径。
2.5 辅助元件
在对气动系统的辅助器件进行选取时要注意和气动系统各个机构间的相互配合,选取合理的配件,其中对于传感器的选取至关重要,因为在对气缸进行控制时主要通过传感器对气缸状态的反馈来采取控制措施,从达到控制要求。
2.6 气路硬件选用
因为本作品基本上都是使用气动系统进行控制,所以根据既定的动作和控制要求做出如下选取,首先设备的动作流程和执行元件的部分信息如下:先将工件首端送入至止动气缸(行程50mm,出力20kgf)处,然后三个夹紧气缸(行程50mm,出力240kgf)依次伸出夹紧工件首、中、尾,紧接着切割气缸(行程35mm,出力250kgf)伸出,切割工件完成后切割气缸缩回,接着尾端夹紧气缸缩回,然后折弯气缸伸出(行程10mm,出力190kgf)折弯尾端,接着回转气缸(缸径50)带动工件首端逆时针旋转180度,旋转到位后停留15秒,计时结束后折弯气缸缩回,首中两个夹紧气缸缩回、止动气缸缩回,最后推料气缸(行程350mm,出力50kgf)伸出,推料完成后推料气缸缩回、回转气缸复位、进入下一循环。
然后根据这些信息进行设备选取,首先选择的气源压力为0.6MPa。其次是气动三联件的选取,选取接口管型为PT1/8",调压范围为0.15~0.9MPa,最高使用压力1.0MPa的AC1500型。
参考文献
[1] 黄志坚.气动系统设计要点[M].北京:化学工业出版社,2015.
[2] 李健藩.气压传动系统的设计与计算问题[J].液压气动与密封,1994
[3] 史国生.电气控制与可编程控制器技术[M].北京:化学工业出版社,2003
[4] 李道霖.电气控制与PLC原理及应用[M].北京:电子工业出版社,2004
[5] 韩兵.触摸屏技术及应用[M].北京:化学工业出版社,2008
[7] 徐炳辉.气动手册[M].上海:上海科学技术出版社,2005
[8] 巫莉.手把手教你学三菱PLC[M].北京:中国电力出版社,2013
[9] 郭琼.PLC应用技术[M].北京:机械工业出版社,2014



