






基于PLC的组框机系统的设计与实现
摘要:组框机的主要功能则是完成边框打胶、边框搬运和边框组合,组框机的功能是完成太阳能板(即光伏组件)全自动组框的生产和要求,组框机设备采用五轴伺服控制,设备集液压系统、气压、和电机于一体完成对太阳能电池板的封装,采用同一控制器同一显示器统一控制,该设备目标定位准确、安全可靠、操作简便。本机器控制单元采用博途v15编程软件对机器进行全过程控制。整个程序经过PLC、逻辑控制电路实现对太阳能电池板组件的组装,在实际应用中,组框机的硬件需要根据其实际需要选用配置,软件根据所需要的控制要求进行设计。在不久的未来组框机将大量用于工厂间的作业生产,扩大使用的领域。
关键词:PLC控制系统; 组框机; 发展;实现
Design and realization of frame machine system based on PLC
Abstract: The main function of the frame-forming machine is to finish the gluing of the frame, the handling of the frame and the combination of the frames. The function of the frame-forming machine is to complete the production and requirements of the full-automatic frame-forming of solar panels (i.e. photovoltaic modules). The equipment of the frame-forming machine adopts five-axis servo control. The equipment integrates hydraulic system, pneumatic pressure and motor to complete the packaging of solar panels, and adopts the same controller and the same display system. One control, the target location of the equipment is accurate, safe and reliable, and the operation is simple. This machine control unit uses Botu V15 programming software to control the whole process of the machine. The whole program is assembled by PLC and logic control circuit. In practical application, the hardware of the framing machine needs to be configured according to its actual needs, and the software is designed according to the control requirements. In the near future, framing machines will be widely used in inter-factory production, expanding the scope of use.
Key words: PLC control system; Group box machine; Development; implementation
第一章 绪论
1.1组框机背景及意义
自二十世纪50年代和60年代以来我国一直从事光伏产业,现在它已经有了巨大规模,在我们生活中,只要是物品在出售之前都要进行包装,那么在中国大多数企业仍然处于需要四个人工完成打包的手动工作状态。即使少部分企业采用的是自动装配线,但是机器配置仍然使用分布压合的方式,先压两条边然后旋转压合另外的两条边。虽然这样的压合方式相对于人工比较有了改进,相对的减少了人力,但对于四边同时压合的组框机来说仍然存在很大的缺点。随着组框机发展的速度飞快,组框机的市场也在飞速发展,产品的生产和扩展扩张正以持续稳定的速度发展,国家对于组框机发展的支持起到了决定性的作用,直接导致组框机的产业在向着高科技的层面快速前进,与此同时国内的中小型企业也开始投资、投入、引用组框机。企业对组框机的投资和引用对整个市场也起到了很大的作用,使得组框机的市场越来越庞大,也受到了更多的企业关注和推广。
1.2组框机的研究内容
组框机是太阳能组件面板安装到型材框架里面所需要的设备,现如今组框机大部分是单边顶推方式,不可以让长短两边挤出的胶匀称,而且不能让型材的大小实行相应的调整。发明内容本质实用新型。本文处理的问题是组框时让型材框架在挤胶时匀称、同时可以使大小不同的型材实行对应尺寸的调整。为了处理上面所说的问题本实用新型提供的组框机,是两个长边顶推框和两个短边顶推框。所说的两个长边顶推框经过液压缸驱动并完成相对位移,两个短边顶推框经过直线电机驱动并实现相对位移。前面所说长边顶推框和短边顶推框各自放置在两个可动作的面板上,两个面板可以经过丝杆调节至与等待区组框型材大小相等的位置,本实用新型具有积极的效果。本实用新型中的组框机选取相对两边同时顶推的工作方式,以使各个边挤胶匀称,针对大小不等的型材,选取了可以调整的方案,把长边顶推框与短边顶推框分布在两个可移动的面板上,使面板的移动让太阳能组件面板的型材实施顶推。另外,针对大小不等的型材,可移动的面板经丝杆调节至对应地方,来完成型材的组建。
第二章 组框机构成及其工作原理
2.1组框机的工作原理及应用
组框机是对太阳能电池板进行边框打胶边框打胶、边框搬运和边框组合关键是完成对其的封装。组框机通过对plc、伺服控制和液压装置来实现对组件生产效率的体现。因此一些组件的大小要求是,第一步调解组框机的挤框冲压工作台的位置,保证组框机的对中性。然后,当装框单元实行人工零件装框,通过传送带到达组框机单元,组件传输到中心组框位置,定位气缸活塞杆伸出,让组件终止向前移动,从而完成宽度方向定位。其次,传送带停止运行,输入定位气缸活塞杆收回。紧跟着,正规气缸活塞杆伸出,使零件长度方位实行位置调整,等规整结束活塞杆收回后,升降气缸活塞杆顶出,把零件顶离传送带相应间距,传送带在进让气缸的作用下朝两边满行程退让,有利于组件降落。当零件降落到冲压平台,四边液压挤框台在液压钢的作用下开始挤框,冲压平台上冲头经液压的作用,开始冲角压接。当组件重新顶出而且比传送带高时,传送带在进让气缸作用下复位完成,组件下降到传送带并通过传送系统把组件送出。国内外光伏产业的飞速发展,对于太阳能电池板的需求越来越大,同时工厂加大了对太阳能电池板生产节的速度,因此组框机则是便于人们更快组装太阳能电池板减少人力和时,主要应用于工业生产。
2.1.1组框机的工艺分析
目录
第一章 绪论 4
1.1组框机背景及意义 4
1.2组框机的研究内容 5
第二章 组框机机构构成及其工作原理 6
2.1组框机的工作原理及应用 6
2.1.1组框机的工艺分析 6
2.2组框机的用途性能及特点 8
2.3组框机的主要技术参数 8
2.4组框机的部分结构和概述 10
2.4.1组框机的机身 10
2.4.2组框机的传输部分 11
2.4.3组框机的真空吸盘 12
第三章 组框系统的硬件设计 13
3.1PLC的选型 13
3.1.1S7-1200的功能及分析 16
3.2 型材结构传感器 16
3.3伺服电机 17
3.4气缸 18
3.5组框机系统电路设计思路图 20
第四章 组框机系统软件设计 24
4.1组框机的I/O输入输出表 24
4.2初始化功能 26
4.3报警功能 26
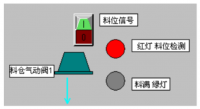
4.4真空检测 27
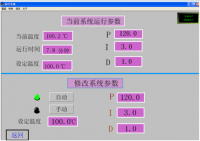
第五章 组框机的参数设定和调试 29
5.1 SF系列面板调速器参数设定 29
5.2 SF系列面板式调速器特点 32
5.3 组框机的调试与说明 33
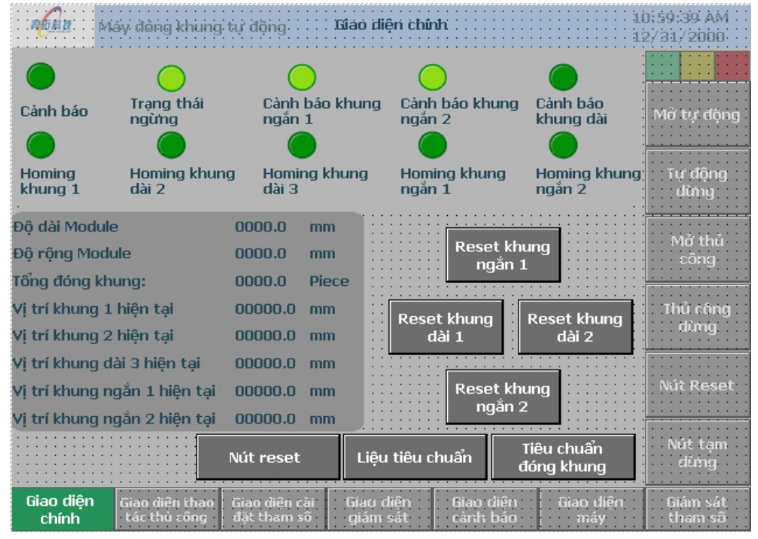
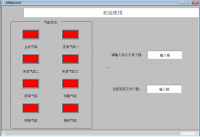
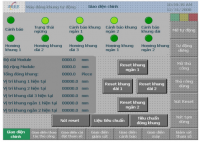
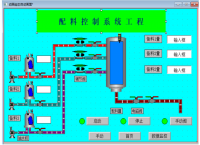
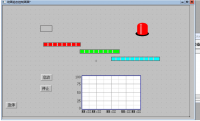
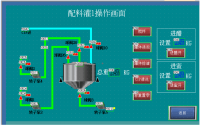
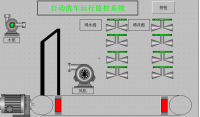
5.3.1 自动工作及监控 33
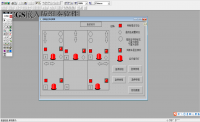
5.3.2 手动调试界面 38
第六章 总结与展望 46
致谢 46
参考文献 47
附录1 49
附录2 59
参考文献
[1].SIEMENS WinCC手册 [M].西门子(中国)有限公司自动化与驱动集团,2004.
[2].高泽远,王金主编.机械设计基础课程设计.沈阳:东北大学出版社,2000
[3].孙余凯等,主编.电气电路快速识图技巧[M].电子工业出版社,2008.
[4].张新荣,霍莹,王金民.基于PLC的生产线运料车控制系统设计[J].制造业自动化,2011(07)
[5].柏承宇.PLC技术的应用及其发展趋势.《中国期刊网》企业导报,2010(11).
[6].黄净.电气控制与可编程控制器.北京:高等教育出版社,2006.
[7].邱钟华,钱仲裘.检验检测市场现状及发展方向[J].机械工业标准化与质量,2019(03).
[8].叶云燕.无线传感器网络与太阳能技术在应用中的互补提升[J].可编程控制器与工厂自动化,2015(09).
[9].告知函[J].可编程控制器与工厂自动化,2015(08).
[10].国内新闻[J].可编程控制器与工厂自动化,2015(08).
[11].刘海波.光伏组件封装设备产业的发展趋势分[J].技企业,2013(12).



