






基于PLC对食品备料液位控制系统的设计
摘要:食品备料液位控制系统主要有PLC逻辑控制和MCGS触摸屏控制监控两个部分控制整个系统,PLC将控制整个系统的程序运程,通过逻辑语序执行液料控制的整个流程,模拟量模块使用,使实时的液位数据传送给数模屏,PLC模拟量可控制逻辑语的判断构成,进行判断执行。触摸屏控制开关量控制,动态画面的实时显示,数据的监控与处理,一屏控制整个系统。本文将阐述备料液位控制系统组成和工作原理。全文共分七章。介绍了液位控制系统设计的意义及目的、设计思路和发展,自动化企业的到来。同时阐述了可编程控制的特点,及西门子S7-200PLC的特点,EM321模拟块通信。并阐述了昆仑通态MCGS的特点及好处,MCGS的控制与监控。还阐述了备料液位控制系统的硬件组成,组成和设计方案,最后讨论PLC程序和昆仑通态组态软件的设计及编写。食品备料液位控制系统由触摸屏控制的食品液料混合配料自动化控制系统,将为食品液位控制自动化、智能化控制,是一项健全的液位控制系统健全的控制,满足食品企业的升级换代。
关键词:液位控制;控制系统;液位传感器;可编程控制器;触摸屏
Design of Food Reserve Level Control System Based on PLC
Abstract: The liquid level control system of food preparation mainly consists of two parts: PLC logic control and MCGS touch screen control and monitoring. PLC will control the whole system's program operation, execute the whole process of liquid level control through logical word order, and use analog module to transmit real-time liquid level data to digital and analog screen. PLC analog quantity can control the judgment composition of logic language and make judgment. Execution. Touch screen controls switching control, real-time display of dynamic pictures, data monitoring and processing, and one screen controls the whole system. This paper will elaborate the composition and working principle of the level control system for material preparation. The full text is divided into seven chapters. This paper introduces the significance and purpose of the design of liquid level control system, design ideas and development, and the arrival of automation enterprises. At the same time, the characteristics of programmable control, Siemens S7-200 PLC and EM321 analog fast communication are described. The hardware composition, composition and design scheme of the liquid level control system are also described. Finally, the design and compilation of PLC program and Kunlun configuration software are discussed. The automatic control system of liquid level for food preparation controlled by touch screen will automate and intellectualize the control of liquid level for food. It is a sound control system of liquid level, which can meet the upgrading of food enterprises.
Key words: liquid level, control system, liquid level, sensor programmable controller, touch screen
第一章 绪论
1.1设计的意义及目的
基于西门子PLCS7-200的液位控制系统可以很好的用来实现生产系统上的自动化,提高生产的自动化,做到操作节省时间节省人力,简单容易。大大低运行成本,充分利用了资源,可实现花更多的时间创造更多的利益,而且做这个项目是非常有意义的。本设计目的在于:
民以食为天,中国一直是农业大国。食品对于我们来说是至关重要的。本文主要针对的问题是食品配料。由于以往食品配料采取的是人工配料的方式。不仅效率低下,而且束缚了人的创造力与想象力,是生产环节,变得枯燥无味死板,技术得不到发展,所以我提出用用PLC控制系统设计一套自动化配料结构来代替以往人工配料的方式。提高配料环节的效率,加快自动化行业发展。
在工业4.0的背景下,所有的行业都在向自动化,无人化,可视化,流程化发展。本文主要目的是调整食品配料的产业结构,将自动化带入食品行业,取消落后的人工模式。采用新颖的OTO模式,用S7200和昆仑通态组成可视化控制系统,监控追溯食品配料的整个环节。并通过此学习昆仑通态和S720PLC的使用,并掌握系列化思考,整体到局部的思维方式。放射式的对以往学习的知识进行整理。并以此为基础,为工业4.0诸位喝彩。
1.2 课题的发展与现状
随着当今社会的不断发展企业生产的不断扩大,人力生产不断提高,企业不断更新换代,随着计算机领域突飞猛进的发展,部分企业已经发现问题的存在,生产力满足不了社会的需求,需大力发展生产力,提高效率,对设备进行更新换代,有些食品公司已经成为无人车间等全自动化设备有限公司,有些公司还滞留于原始状态,量不应需求,但对于有些食品公司来说全自动化无人车间或许远远超出他们的产值,因为有些食品销售有一定的时间周期,所以当闲期时,资源不能得到合理的利用,造成资源浪费,因此有些公司选择半自动的合理分配,促进产业升级也合理的利用资源,也提高了产品的产值,设备的更新为企业创造更多利益。
1.3 本设计主要工作
1.利用西门子S7-200系列PLC和昆仑通态来实现对电磁阀及水泵等设备控制达到自动调节液位的目的,主要实现方法:
(1)通过超声波液位传感器读取水罐液位实时数据,将液位信息传送给输入输出模块,通过触摸屏显现出来实时数据;
(2)通过模拟量I/O转换后,将数据转换计算,来控制电磁阀的开关变化,于此同时,显示液位具体信息;
(3)本系统设计有液位异常、自动报警功能、超过警戒液位或是低于最低液位就会传递预警信息;
(4)根据液位传感器实时监控来实现液位数据的实时显示和状态监控。
2.具体任务如下:
(1) 以西门子S7-200PLC为控制核心的硬件电路设计;
(2) 根据所提功能完成硬件接线;
(3) 通过PLC设计,昆仑通态来实现对液位的控制,采集,传输,越限报警信息和实时数据信息;
(4) 可以实现MCGS控制和监控。
1.4设计原则
1.4.1设计一个小型PLC系统的指导原则:
设计一个小型PLC系统有许多设计方法。以下这些通用的指导原则适用于许多设计项目。当然,您所在公司的规程和您在培训中接受的实践经验是必须遵循的。
分解控制过程或者机器将您的控制过程或者机器分解成相互独立的部分。分解决定了控制器之间的界限,并将影响功能描述和资源的分配。
创建功能说明写出过程或者机器每一部分的操作描述。包括下列主题:I/O点、操作的功能描述、在允许每个执行器
(例如螺线管、电机和驱动器)动作之前必须达到的状态、关于操作员界面的描述以及与过程或机器其他部分相连的任何接口的描述。
安全电路的设计识别要求设计硬件安全线路的设备。控制设备在不安全的条件下出现故障,会造成不可预料的启动或
者机器操作的变化。在不可预料或者不正确的机器操作会造成人身伤害或严重的财产损失的场合,应该考虑采用独立于S7--200的机电超驰控制来防止不安全的操作。在设计安全电路时,应考虑以下几点:
_ 识别有可能不合适或者不可预料操作有可能会造成危害的执行机构。
_ 识别确保操作不发生危害的条件,并决定如何独立于CPU来检测这些条件。
_ 识别上电或断电时,CPU和I/O对过程有何影响,识别错误何时被检测出来。这个信息只能用于
常规的和可以预料的异常操作,不能用于保障安全的目的。
_ 设计独立于CPU的手动或机电超驰控制来阻止危险的操作。
_ 向CPU提供独立电路的状态信息,便于程序和操作员界面得到需要的信息。
_ 识别其他与过程安全操作相关的安全要求。
1.4.2设计一个小型PLC昆仑通态系统的指导原则
在用户窗口内设置其起始画面,自动画面,手自动选择画面,监控画面设计画面,建立用户窗口的动化组态,命令语言设备窗口的通信建立与连接实时数据库的输入输出端口的建立与通信,数据对象建立定义的给定,类型和属性
1.5设计思路
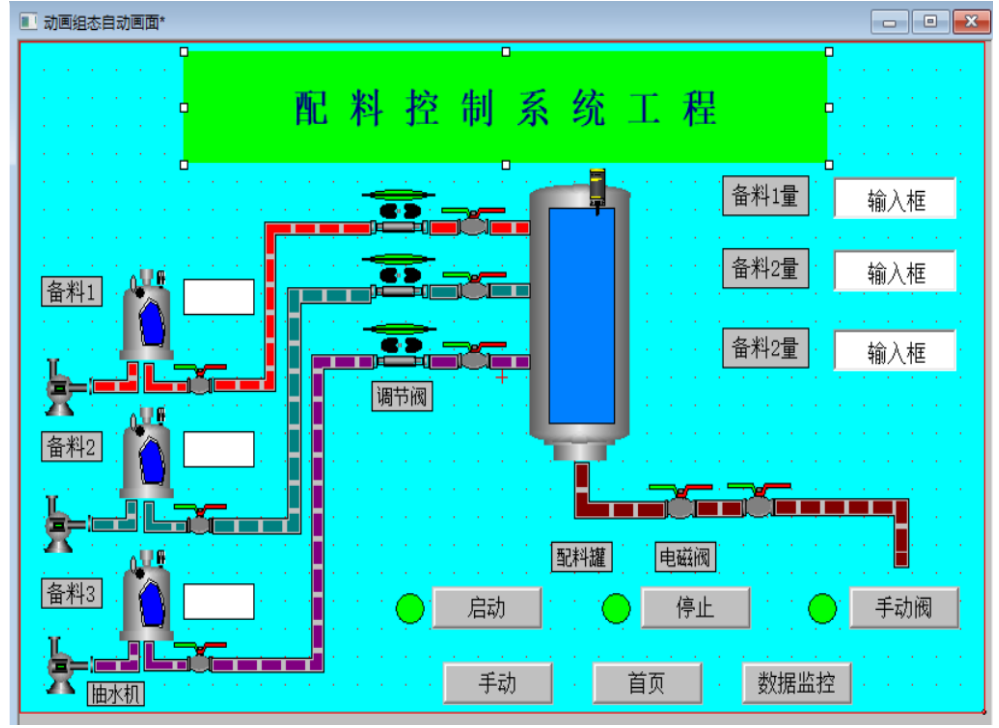
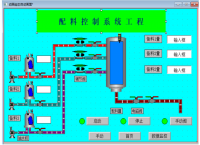
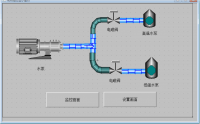
设计一个自动控制食品配料液位控制系统,首先要快速建立一个完整准确结构一个工程项目,首先对整个系统工程进行合理分析,建立这个工程项目的系统构成框架、构建这个工程项目所需要的工艺流程,了解这个工程项目所需要的技术要求和相关配套的硬软件。之后就需要开始拟定工程项目的设想与总体的一种规划西门子PLC基本设计思路,他所起到的作用是建立一个可以执行整个项目流程变成流程,首先构建硬件所要执行的动作通过PLC编程来实现整个流程的完成,电动机、电磁阀何时启动与停止,配料罐怎样完成配料过程,通过手动按钮完成一个周期释放配料过程,配料的三种液体合时启动何时停止,模拟量监控程序的建立,来实现配料阀的开关。
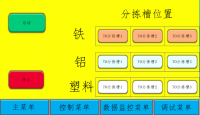
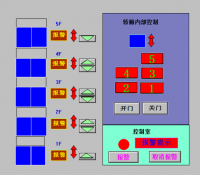
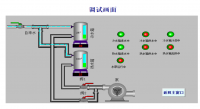
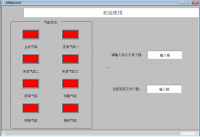
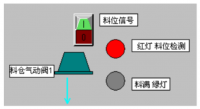
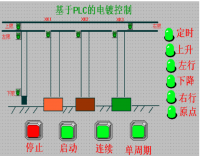
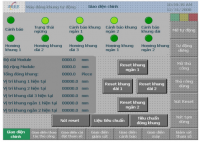
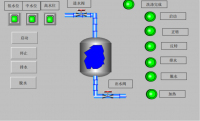
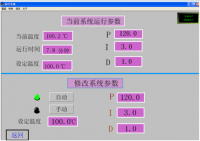
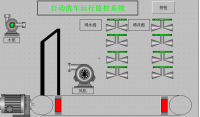
MCGS组态编程设计思路,建立四个用户窗口,分别显示起始画面,自动运行画面,手动换面,实时监控画面,构建液位控制系统工程的基本框架,在液位控制系统的实例项目中,软件首先显示项目窗口,在自动监视控制画面要做的时是实时产生的动画效果,实体元件的动画构建,建立一个自动控制的动画效果窗口,渲染自动效果。手动窗口的制造思想设计,建立手动操作画面,建立控制按钮,和控制开关的实时数据变化,能够很好的操控手动控制效果,数据监控画面,建立数据的实时变化和历史变化合理分析,掌握系统控制的稳定性.
本课题主要任务是利用S2-700、超声波传感器、压力传感器、电磁阀等设计一套食品配料液体储存系统的升级和监控。本文主要介绍液位控制系统的组成、设计思路电气原理图、元件的选择和方案论证等内容。
1完成外文资料翻译3000单词以上
2配料液体的自动下料和监控
3收到下料信号后配料输出与缸内液体调节的自动制控
4论文的撰写和修订
一、选题简介、意义
随着人类科学的发展,生活质量的提高,当前我国已经有食品机械企业搭乘上这列快车,或对自身进行智能化改造,加快设备出产速度;或投入研发力量,生产出智能化的食品机械设备,推动食品产业加速发展。
这些科技变革为食品机械行业注入了新的活力,也为食品生产提供新的方式方法。但需要看到的是,当前部分科技技术并不成熟,正处于探索发展阶段,像区块链、人工智能等技术自身尚处于摸石头过河。食品机械与其相互结合时还需在安全、研发创新等方面多下功夫,以实现扬长避短、平稳快速发展。
二、课题综述(课题研究,主要研究的内容,要解决的问题,预期目标,研究步骤、方法及措施等)
主要内容:本课题主要任务是利用PLC、S200-700、超声波传感器、压力传感器、电磁阀等设计一套食品配料液体储存系统的升级和监控。本文主要介绍配料液位控制系统的组成、设计思路电气原理图、元件的选择和方案论证等内容,共分为两部分:硬件部分和软件部分。
要解决的问题:1、PLC的选择;
2、超声波传感器、压力传感器、电磁阀的选择;
3、通过PLC完成液位控制系统和监控系统的软件设计。
预期目标:完成任务书中描述的功能。
研究步骤:1、查阅资料,选择合适的PLC,并了解其工作原理;
2、研究超声波传感器、压力传感器等硬件工作原理,并与PLC相连接使用;
3、电气原理图、接线图的设计;
4、梯形图的编写;
5、软件的调试;
6、论文撰写;
7、完成论文的修改并定稿。
目录
第一章绪论 1
1.1设计的意义及目的 1
1.2 课题的发展与现状 1
1.3 本设计主要工作 2
1.4设计原则 2
1.4.1设计一个小型PLC系统的指导原则: 2
1.4.2设计一个小型PLC昆仑通态系统的指导原则 3
1.5设计思路 3
第二章液位控制系统硬件设计 4
2.1 PLC选型 4
2.2昆仑通态触摸屏7062K 4
2.3液位传感器(YWCGQ)选型 5
2.4电磁阀 10
2.5水泵电机 11
第三章液位控制系统软件设计 11
3.1 V4.0 STEP 7 Micro/WIN 软件的使用 11
3.2 控制程序 12
3.3昆仑通态MCGS嵌入式组态编程软件 15
第四章系统设计 17
4.1项目思路与设计流程 17
4.1.1具体设计要求 17
4.2系统的操作流程 18
4.4触摸屏的各个画面的操作步骤 19
第五章西门子PLC项目程序设计 19
5.1 PLC设计 20
5.1.1.绘画出电气原理图 附录1-1 20
5.1.2.电气原理图接线图 附录1-2 20
5.1.3.PLC公共端的接线方法; 20
5.2 编写通讯地址和注释 20
5.3编写程序 21
第六章组态画面的项目设计 23
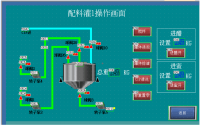
6.1建立流程画面 23
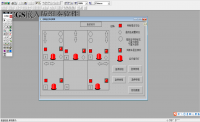
6.7 报警显示 23
6.7报表输出 24
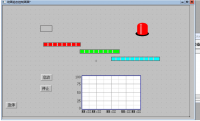
6.8趋势曲线显示 24
6.9液位控制系统总效果 25
第七章 总结 27
参考文献 28
致谢 29
参考文献
[1]向晓汉,向定汉,PLC应用技术与实践[J].电子工业出版社,2014,1~35
[2]孙康岭,S7-200PLC项目化实践教程,北京:电子工业出版社,207~232
[3]阳胜峰,西门子S7-200PLC,北京:中国电子出版社,119~130
[4] 陆爱晶,薄翠梅.三水箱综合实验仿真系统的设计与应用[J].南京工业
大学学报(自然科学版),2007,20(2):11~14
[5] 吴冰.基于MCGS的雨水利用控制系统策略设计[J].中国水运学术版,
2007,11(1):44 ~48
[6] 李燚.基于MCGS仿真系统的实现[M].甘肃科技出版社, 2015,6:12
~15
[7 陈广庆,刘廷瑞,杨兴华.基于MCGS组态软件的液位串级控制系统[J].山东科技大学机械电子工程学院学报,2007,9:25 ~28
[8 王安,何亦文.基于组态王的DCS过程控制系统[J].自动化仪表 , 2007,
6:45 ~49
[9] 林君,龙思远,丁宇涛,潘月宏.以MCGS为开发工具来实现炉温实
时监控系统[J].科技资讯 , 2006,30:15 ~18



