




MCS-51单片机智能温度控制系统设计
温度控制在热处理工艺过程中,是一个非常重要的环节。控制精度直接影响着产品质量的好坏。实验室人员根据材料的烧成制度来调节电炉的输出电压以实现对电炉的温度控制。一般的有两种方法:第一种就是手动调压法,第二种控制方法在主回路中采取双向可控硅装置,并结合一些简单的仪表,使得保温阶段能够自动,但这两种方法的升温过程都是依赖于试验者的调节,并不能精确的按照给定的升降温速度来调节。本文提出的以参数自整定PID 控制为基础的温控系统简单、可靠,大大提高了控制质量及自动化水平,具有良好的经济效益。
电炉是热处理生产中应用最广的加热设备,通过布置在炉内的电热元件将电能转化为热能,借助辐射与对流的传热方式加热工件。通常可用以下模型定性描述
式中 X——电炉内温升(指炉内温度与室温温差)
K——放大系数
t——加热时间
T——时间系数
V——控制电压
τ0——纯滞后时间
但在实际热力过程中,由于被加热金属的导热率、装入量以及加热温度等因素的不同,直接影响着 K 、T 、τ0等参数的变化,因此电炉本身具有很大的不确定性。
温度控制在热处理工艺过程中,是一个非常重要的环节。控制精度直接影响着产品质量的好坏。根据不同的目的,将材料及其制件加热到适宜的温度。
在工业生产过程中,电炉随着负荷变化或干扰因素的影响,其对象特性或结构发生改变。电炉温控具有升温单向性、大时滞和时变的特点,如升温靠电阻丝加热,降温依靠自然冷却,温度超调后调整慢,因此用传统的控制方法难以得到更好的控制效果。另外对于 PID 控制,若条件稍有变化,则控制参数也需调整。自适应控制运用现代控制理论在线辨识对象特征参数,实时改变其控制策略,使控制系统指标保持在最佳范围内。但由于操作者经验不易精确描述,控制过程中各种信号量以及评价指标不易定量表示,而模糊理论正是解决这一问题的有效途径。
人们运用模糊数学的基本理论和方法,把规则的条件操作用模糊集表示并把这些模糊控制规则及有关信息(如评价指标、初始 PID 参数等)作为知识存入计算机知识库中,然后计算机根据控制系统的实际响应情况运用模糊推理,实现自动对 PID 参数的最佳调整。
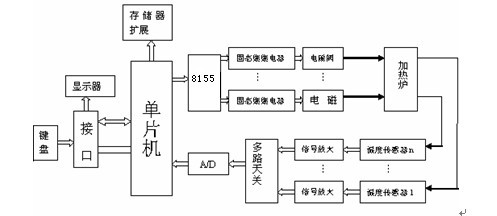
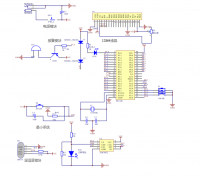
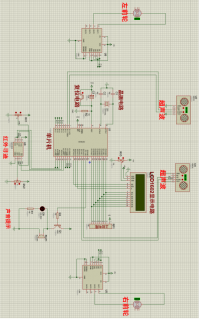
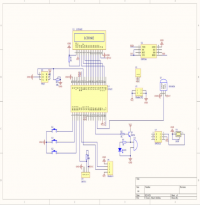
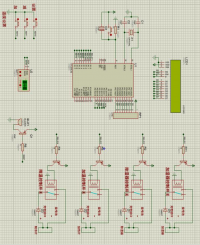
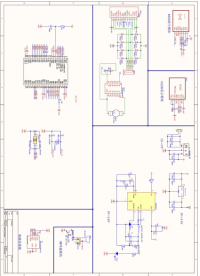
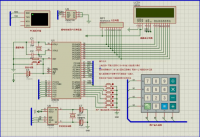
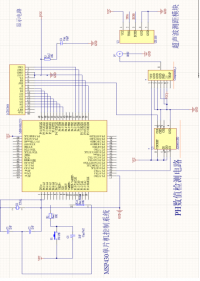
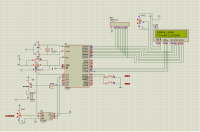
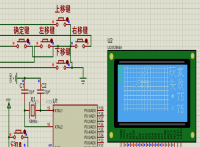
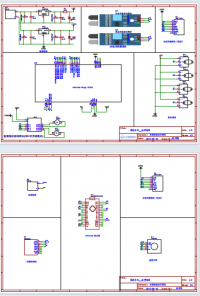
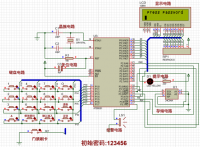
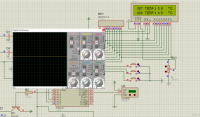
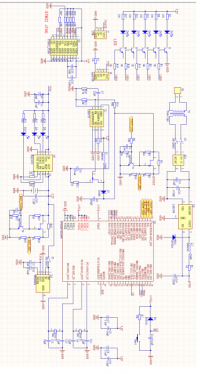
如图2—1 为本次毕业设计课题——采用软件PID控制的热处理器系统的框图。其工作原理为:热处理器的有14个温度传感器和14个控制阀,温度传感器与控制阀是一一对应的对关,一个测温点对应一个控制阀。来至热处理器的温度经温度传感器将现场信号传化为电信号,再经放大器将信号放大,经多路开关选择通过,经A/D转换器转化为数字量并送入单片机进行控制处理,单片机的控制信号由P0输出并由8155扩展,使其能满足14路输出的控制要求,控制信号控制固态继电器的输出,从而驱动电磁阀开关,实现温度的控制。
参考文献
[1]陈明荧 8051单片机课程设计实训教材 北京清华大学出版社
[2]胡汉才.单片机原理及其接口技术 北京清华大学出版社
[3]徐淑华等 单片机微型机原理及应用 哈尔滨工业大学出版社
[4]范风强等 单片机C5应用实战集锦 北京电子工业出版社
[5]徐学峰主编.传感器变送器测控仪表大全 北京机械工业出版社,
[6]谢新民,丁锋编著.自适应控制系统 北京清华大学出版社
[7]李士勇.模糊控制和智能控制理论与应用 哈尔滨工业大学出版社,
[8]高东杰等编著 应用先进控制技术 北京国防工业出版社
[9]陶永华 新型PID控制及其应用第二版 北京机械工业出版社
[10]戴伏生 基础电子电路设计与实践 国防工业出版社
[11]顾明文 可控硅温控器的工作原理及故障维修 实验室研究与探索
[12]郑雪梅,姜成国,周广铭.模糊PID控制器结构 大庆石油学院报
[13]张化光,何希勤.模糊自适应控制理论及其应用 北京航空航天大学出版社,
[14]刘金锟著.先进PID控制及其MATLAB仿真 北京电子工业出版社
[15]张建民,王涛,王忠礼编著.智能控制原理及应用 北京冶金工业出版社
[16]刘豹主编.现代控制理论 北京机械工业出版社
[17]徐科军等著.自动检测和仪表中的共性技术 北京清华大学出版社,
[18]丁玉美,高西全,彭学愚.数字信号处理 西安电子科技大学出版社
[19]孙传友等 测控电路及装置 北京航空航天大学出版社
[20] 王学前.奥氏体状态控制及零保温加热工艺 四川工业学院学报
[21] 王学前,霍金山.加热过程控制及透烧检测 四川工业学院学报
[22] 李家昌主编.自动控制仪表 武汉工业大学出版社
[23] 李明.热电偶的冷端补偿及线性处理 煤炭科学技术
[24] 张庆玲.热电偶传感器测温系统的设计应用 西北轻工业学院学报
[25] 王珏,王玉田编著.集成检测电路原理与设计 北京兵器工业出版社
[26] 夏国华 杨树蓉 现代热处理实用技术数据手册 国防工业出版社
[27] 赵负图主编.现代传感器集成电路 人民邮电出版社



