





















基于PLC控制的自动加料干燥控制系统设计 要:本文介绍了基于PLC的自动加料干燥控制系统,根据生产PET塑料薄膜生产线的加料控制要求,该系统有效的降低了生产成本,提高了经济效益,自动加料机经过与罗茨风机的结合,使得精料方便快捷的得到了干燥。
关键词:自动加料机;干燥;PLC
引言
现代社会要求制造业对市场需求作出迅速的反应,生产出小批量、多品种、多规格、低成本和高质量的产品,PLC满足了这些要求,因此PLC出现了。
由于PLC可以用专用软件来改变控制运算过程,编程简单,并且系统硬件体积小,组装灵活,抗干扰能力强及可靠性高等特点,已经成为当代工业自动化的主要装置之一,所以,可编程控制器(PLC)已经广泛应用于工业控制的各个领域。
随着现代工业与科学技术的飞速发展,PLC的发展正迅速渗透各行各业,其迅猛和普及之势是许多人始料未及的。PLC解放了人类的智力,提高了人类的能力和工作效率。又随着现代工业生产规模的日益扩大和相关工艺的复杂性,使得自动化和先进控制方法成为必不可少。现在由于计算机的微型化、网络化、性能价格比的上升和软件的功能日益强大,PLC控制系统不再是一种昂贵的系统,它几乎可以出现在任何的场合,所以,PLC已经在工业领域正成为不可缺少和不可替代的强有力的控制工具。
自动加料系统具有操作简单、加料均匀、自动化程度高等优点,因此,一些有实力的生产厂家已经开始使用自动加料设备。这对他们来说是提高了生产效率,降低了生产成本。
在现代科学技术的许多领域中,自动控制技术起这愈来愈重要的作用,并且,随着生产和科学技术的发展,自动化水平也越来越高。自动控制利用控制装置使被控对象的某个参数自动的按照预定的规律运行。本设计的自动加料机控制系统就是采用PLC自动控制技术来实现功能的,这样就大大提高了工作的效率,整个过程又快又稳。
作为通用工业控制计算机,30年来,可编程控制器(PLC)从无到有,实现了工业控制领域接线逻辑到存储逻辑的飞跃;其功能从弱到强,实现了从逻辑控制到数字控制的进步;其应用领域从小到大,实现了单体设备简单控制到胜任运动控制、过程控制及集散控制等各种任务的跨越。今天的可编程控制器正在成为工业控制领域的主流控制设备,在世界各地发挥着越来越大的作用,因此,PLC的应用也就成为了一个热点问题。
在PLC诞生之前,工业控制设备的主流品种是以继电器、接触器为主体的控制装置。继电器、接触器是一些电磁开关,后来随着工业自动化程度的不断提高,使用继电器电路构成工业控制系统的缺陷不断地暴露出来,在20世纪60~70年代,社会的进步要求制造出小批量、多品种、多规格、低成本、高质量的产品以满足市场需要,不断的提出改善生产机械功能的要求。加上当时电子技术已经有了一定的发展,于是人们开始寻求一种以存储逻辑代替接线逻辑的新型工业控制设备,这就是我们现在所说的PLC。PLC由于采用现代大规模集成电路技术,采用严格的生产工艺制造,内部电路采用了严格的抗干扰技术,具有很高的可靠性,从PLC的机外电路来说,使用PLC构成控制系统,和同等规模的继电接触器系统相比,电气接线及开关接点以减少到数百甚至数千分之一,故障也就大大降低,此外,PLC带有故障电路的自我检测功能,出现故障时可及时发出报警信息,这样,整个系统具有极高的可靠性也就不足为怪了。
毕业设计说明书目录
1 引言 13
1.1 题目来源及课题意义 14
1.1.1 PLC控制技术的国内外现状 14
1.1.2 自动加料机在国内外的现状 15
1.2 自动加料机的发展概况 16
1.3 自动加料机的展望 16
2 方案论证 18
2.1 课题设计任务 18
2.2 用单片机控制的自动加料系统 18
2.2.1 用单片机控制的自动加料机的优点 18
2.2.2 用单片机控制的自动加料系统的缺点 19
2.3 用PLC控制的自动加料干燥控制系统 20
2.3.1 PLC的特点 20
2.3.2 PLC控制自动加料系统的优点 21
2.4 PLC的选型原则 22
3 系统的硬件设计 23
3.1 自动加料机的简介 23
3.2 PLC的概述 23
3.2.1 PLC的定义 23
3.2.2 FX系列PLC的特点 23
3.2.3 PLC的工作原理 24
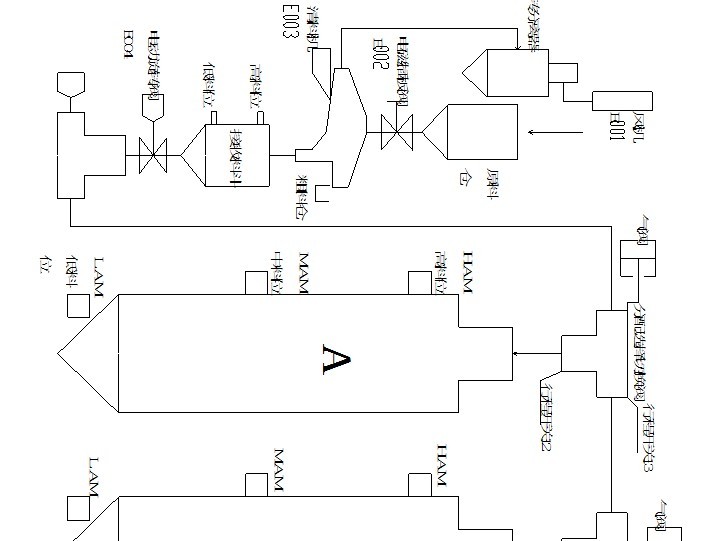
3.3 自动加料干燥控制系统工作原理 26
3.4 气压系统基本架构 26 参考文献
[1] 廖常初.PLC基础及应用.第一版.北京:机械工业出版社,2003:124-128;
[2] 张万忠,刘明芹.电器与PLC控制技术.第一版.北京:化学工业出版社,2003:1-75;
[3] 汪晓光,孙晓瑛.可编程控制器原理及应用.第二版.北京:机械工业出版社,2004:168-170;
[4] 陈立定.电气控制与可编程序控制器的原理及应用.第一版.北京:机械工业出版社,2004:1-49;
[5] 张进秋,陈永利,张中民.可编程控制器原理及应用实例.第一版.北京:机械工业出版社,2004:318-339;
[6] 吴晓君,扬向明.电气控制与可编程控制器应用.第一版.北京:中国建材工业出版社,2004:64-75;
[7] 吴亦锋.可编程序控制器原理与应用速成.第一版.福州:福建科学技术出版社,2004:110-165;
[8] 王立权,王宗义,王淑钧,徐伟.可编程控制器原理及应用.第一版.哈尔滨:哈尔滨工程大学出版社,2004:206-207;
[9] 李树雄.可编程序控制器原理及应用教程.第一版.北京:北京航空航天大学出版社,2003:256-257;
[10]殷洪义.可编程序控制器选择设计与维护.第一版.北京:机械工业出版社,2004:1-22;
[11] 齐蓉.最新可编程控制器教程.第一版.西安:西北工业大学出版社,2000:1-99;
[12] 高钦和.可编程控制器应用技术与设计实例.第一版.北京:人民邮电出版社,2004:145-155;
[13] 廖常初.以转换为中心的PLC顺序控制.电气时代,2004(1):88-91
[14] 刘东汉.用PLC应注意的问题.电气时代,2004(10);
[15] 王丽华,周锋,扬世凤.基于PLC的电梯实时故障监测系统.电气传动,2004(4):48-49;
[16] 席晓慧.PLC自动控制系统调试研究.机电一体化,2003(5):33-34。
3.5 元器件的选择 27
3.5.1 罗茨风机 27
3.5.2 料位传感器 27
3.5.3 物料位测量 29
3.6 机械本体与机电接口 30
4 系统软件设计 31
4.1 控制系统设计的基本内容 31
4.1.1 控制系统设计的一般步骤 31
4.1.2 编写梯形图的注意事项 32
4.1.3 程序设计的步骤 32
4.2 自动加料干燥控制系统流程图 33
4.3 软件设计 34
4.3.1 加料程序设计 34
4.3.2 分配料程序设计 37
4.3.3总程序 40
5 程序的调试 43
5.1 模拟调试 43
5.2 现场调试 43




