





淬火介质在控制零件热处理变形中的作用
摘要: 随着我国机械工业的迅猛发展,企业对零件的质量提出了更高的要求。本文从淬火介质的角度浅析了专业淬火介质在控制零件热处理变形以及保持光亮性,提高零件内在质量中的作用。
关键词:金属热处理,淬火介质,变形
引言
随着我国机械工业的迅猛发展以及制造水平的日益提高,企业对零件的内在质量------热处理质量提出了更高的要求。大家不仅重视热处理的加热,而且,对热处理的冷却也越来越重视。
目前热处理的二大难题就是变形及硬度不均不足,它们都与淬火介质的选用有密切关系,因此,科学使用专用淬火介质,可以极大地提高零件热处理的内在和外在质量。
本文将结合南京科润公司在长期的淬火介质研发,生产及销售中积累的丰富经验,介绍专用淬火介质在提高零件热处理质量,特别是控制零件热处理畸变中的作用
一、零件热处理变形的根源
在生产实践中,热处理变形的表现形式是多种多样的,有体积和尺寸的胀大和收缩变形,也有弯曲、歪扭、椭圆、翘曲等畸形变形。但就其产生的根源来说,可分为内应力造成的应力塑性变形和比容变化引起的体积变形(以下简称比容变形)两大类。
㈠内应力塑性变形
钢件热处理过程中加热冷却的不均匀和相变的不等时性等,都会引起内应力的作用,在钢件一定塑性条件的配合下,就会产生内应力塑性变形。内应力塑性变形有很明显的特征:①变形常带有明显的方向性②内应力塑性变形通常不会改变零件的体积大小,只改变零件的外形结构和形状。③内应力塑性变形的最明显的特征是:零件每进过一次热处理内应力的作用,都要产生一次塑性变形,零件总变形量的大小随内应力作用的次数的增加而增大,这也是内应力塑性变形区别于比容变形的主要标志之一。 按应力产生的根源和表现特征的不同,分为热应力塑性变形和组织应力塑性变形。在AC1温度下方加热急冷产生变形,可获得纯热应力变形,而单纯的组织应力变形却是不可能的。组织应力变形与钢的淬透性、零件截面尺寸、钢的Ms点高低、淬火介质及冷却方法有密切的关系。
⑵比容变形
钢在热处理过程中,各种相结构的组织比容不同,在相变时发生的体积和尺寸变化为比容变形。在生产实践的一定条件下,采用相应的热处理工艺方法,可获得比较单纯的比容变形。其特点是没有明显的方向性,如果钢的组织结构均匀,比容变形表现在各个方向上是相同的,比容变形不会因热处理次数增加而不断改变零件的体积和尺寸。
比容变形一般只与奥氏体中碳和合金元素的含量,游离相碳化物,铁素体的多少,淬火前后组织比容变化差和残余奥氏体的多少及钢的淬透性等因素有关。而这些组织成份很大程度上取决于淬火冷却的工艺,因此,淬火介质的合理选用也是控制比容变形的重要一环。
二、钢的淬火冷却过程
⑴淬火的定义、工艺分类:淬火是将钢通过加热到临界温度以上保温,然后以大于临界冷却速度急速冷却,从而得到马氏体或贝氏体组织的热处理方法。
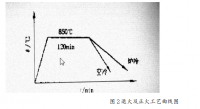
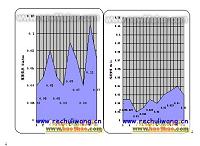
淬火是使零件强化最重要的工序之一,它综合了固容强化,第二相强化,晶界强化,位错强化等几种强化机制。工件在淬火之前外形尺寸和几何精度均以基本达到,即使留有磨加工余量已很少,因此淬火不仅要保证良好的组织与性能,而且还要保持其尺寸精度。事实上,这二者往往有矛盾,为了获得足够的淬透深度,需剧烈地冷却工件,但这又导致淬火应力的发生,增加变形和开裂倾向。因此,制定淬火工艺远较退火工艺复杂,必须灵活运用马氏体,贝氏体相变的规律,根椐不同零件的要求,确定不同的热处理计术要求,合理制定淬火工艺规范及方法。 ⑵淬火冷却介质:理想的冷却介质必须在奥氏体转变最易产生区,冷速快,而避开C曲线的“鼻子”区后,产生马氏体转变时则缓慢冷却,以使马氏体转变时产生的热应力和组织应力最小,但这种理想的冷却介质还未找到。理想的冷却介质淬火示意图如下:
A点是蒸气膜阶段到沸腾阶段的拐点,B点是沸腾阶段到对流阶段的拐点,C点对应的温度是特性温度,而其对应的冷却速度是最大冷却速度。
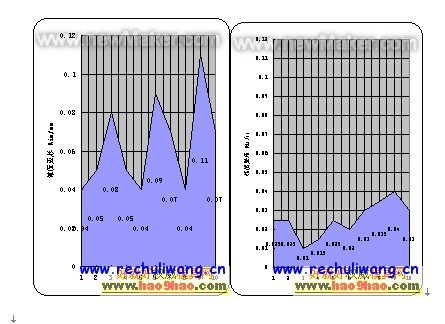
下面的示意图是冷却速度分布曲线对时间的积分曲线即为冷却特性曲线(T—t曲线),其与C曲线的结合:其中A点对应与上图的A点,B点类似A点。由上图可见:特性温度C点对应的冷却速度越大,则下图中的AB段曲线的斜率越大,越易避开C曲线的“鼻子”,从而不会产生非马氏体转变,保证了淬火后的硬度。A点对应的温度越高,则蒸气膜阶段越短,越易保证淬火后钢的硬度及均匀性。
上图中,B点对应的是对流阶段的开始。若B点对应的温度过低则沸腾期加长,导致马氏体转变过于激烈,产生很大的内应力,从而有很大的变形。若B点对应的温度较高,沸腾期缩短,减小了内应力,从而减小了变形。B点的温度太高,理论上讲,会有一些钢材的冷却特性曲线与它的C曲线相碰,从而产生珠光体或者贝氏体组织,引起钢材硬度不足。但一般来说,B点的温度不会太高,约400℃左右,一般超过Ms点,使马氏体转变在对流阶段发生,这一阶段冷速慢,从而减小转变应力,减少变形量。综上所述,冷却速度特别是沸腾期的的冷却速度至关重要,要求提高对流开始温度,这是对于小尺寸零件、薄壁零件和淬透性好的零件而言;对于大尺寸厚壁零件或淬透性差的零件,为了保证淬火后的硬度,要求蒸气膜阶段长,能淬上火,对流温度开始低,甚至可低于Ms点,使工件在蒸气膜阶段就开始马氏体转变,当然变形会增加,但这是次要因素。
目前,专业淬火介质厂家已将能够做到通过成分调整改变冷却特性曲线,使淬火介质更适合于某种或某类零件的淬火,从而有效控制热处理变形,提高热处理质量。




