





















PLC控制配料称重系统机械及电气部分设计
机械部分的组成
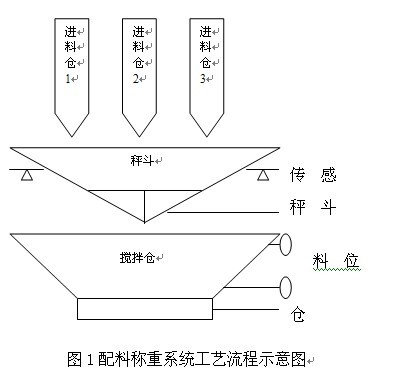
机械部分由由进料仓﹑秤斗﹑搅拌机三部分组成
2.2各组成部分的作用
由进料仓﹑秤斗﹑搅拌机三部分组成,进料仓在电机的驱动下向秤斗送出物料,秤斗支撑在称重传感器上,由传感器及变送器产生的代表重量的电信号经信号放大模块后再由单片机采集,当达到预定重量时,PLC驱动电机开启秤斗门,物料进入搅拌机,同时启动搅拌电机,搅拌到规定时间后开启出料口放料,一次配料过程完成
第三章 电气控制部分
3.1电气控制组成
由三菱FX2N128点PLC﹑三菱特殊模块FX4AD模拟量输入采集模块与FX232IFCOM口通信模块﹑F900系列触摸屏和多个控制阀门等装置构成
FX2N128点程控器
128 点型基本单元, 可扩展至 256 点
超高速程式处理 : 0.08us/ 基本指令
特大容量存储器 : 内附 8 千步 RAM; 最大可达 16 千步
备有多种特殊功能模块
PLC 间可利用 RS485 进行简单8台连网
继电器及晶体管输出均可
F900系列触摸屏
特性:
5.7寸STN液晶体显示器-阔视角、高速回应、功能齐备、性能可靠
外型的构造
F940GOT厚为57mm高解像度液晶
高解像度液晶
F940GOT320*240点的高解像度屏
更换背景光灯
简易的背景光灯更换,背景光灯的寿命长达25,000小时(F930GOT为50,000小时),更可更换。而且还带有自动熄灯功能。
更换背景光灯时的要项
1.拆下F940GOT北面的盖板(除下四角上的螺钉)
2.拆下背景光灯的接口
3.拔出背景光灯
4.更换上新的背景光灯
第四章 软件设计
4.1程序流程
根据前面介绍的控制原理及主要功能设计的要求,可在STEP7—MICRO/WIN软件平台上设计出系统的PLC监控程序,其主程序流程图如图3所示。图中“复位处理”是当PLC接收单片机发来的“复位”信号后所作的一些处理(具体说明见后文),“复位”信号以约定的两个字节的信息“30H,23H”表示。自动循环控制子程序是系统的工艺流程核心,而该子程序是由单独加料、单独搅拌、单独放料几个子程序级联而成,每个子程序的设计思路都是类似的,以加料为例,其详细子程序流程图如图4所示。在程序设计过程中还应考虑单片机与PLC之间的数据通信问题,由于PLC226具有RS485接口,而单片机采用RS232接口标准,通过PC/PPI电缆作为RS232/RS485转接器可在PLC与单片机之间建立串行通信方式,由于RS485为半双工电气标准硬件电路,在用PC/PPI电缆时,发送和接收之间要有一定的时间间隔,这是由电缆本身的切换时间决定的。PLC与单片机之间的通信协议为:由PLC发送两个字节的约定信息“31H,23H”给单片机,单片机接收约定信息后将5个字节的重量数据传给PLC。该系统中PLC用于串行通信的发送和接收的中断子程序如下:
(1) 发送子程序INT0清单:
LD SM0.0
MOVB 2,VB800
MOVB 16#31,VB801
MOVB 16#23,VB802
XMT VB800,0
(2) 接收子程序INT1清单:
LD SM0.0
MOVB SMB2,*VD400
INCD VD400
INCB VB605
LDB>=VB605,5
MOVB 0, VB605
MOVD &VB600,VD400
输入 输出
编号 输入设备及功能 编号 输出设备及功能
X000 启动按钮SB1 Y000 物料1放料门接触器KM1
X001 停止按钮SB2 Y001 物料2放料门接触器KM2
X002 开物料1放料门按钮SB3 Y002 物料1放料灯L1
X003 开物料2放料门按钮SB4 Y003 物料2放料灯L2
X004 物料1/2称重给定值调整选择SA Y004 物料1加料阀接触器KM3
X005 称重给定值增加按钮SB5 Y005 物料2加料阀接触器KM4
X006 称重给定值减少按钮SB6 Y006 物料1加料灯L3
X007 称重给定值恢复初值按钮SB7 Y007 物料2加料灯L4




