




钻头材料及其热处理设计
摘要: 钻头是机械制造中常用的刀具之一,用来加工各种孔。钻头在机械加工中起着非常重要的作用,消耗数量也较多。钻头和其他刀具一样,切削一段时间就会变钝,此时必须进行刃磨后使用,否则,钻头一旦报废,只能买新的,大大提高了制造成本。近年来,数控机床、加工中心以及柔性制造单元在加工领域中得到迅速普及。而这些先进的加工装备只有依靠先进、精密的刀具才能充分发挥其加工性能。
关键词:钻头,加工性能,刀具。
1 引言
钻孔是金属加工工艺系统的重要组成部分,是实现零件加工成形的主要工具,其性能和质量直接影响机械加工的质量、效率和成本。为保证零件的加工质量,提高生产效率,降低加工成本,麻花钻在用钝后或根据加工工件的不同需要重磨然后才能继续使用。麻花钻刃磨是麻花钻制造中最终成形的加工阶段,麻花钻的形状、尺寸、各刀面及几何角度等,都是由刀具刃磨来完成的。因此,麻花钻刃磨是麻花钻制造工艺过程的一个重要程序,其质量好坏对麻花钻的切削性能和使用寿命起着关键的作用。
随着机械制造技术向集成化、智能化等方向发展,其对刀具的材料及制造也提出了更高的要求。如何实现麻花钻高精度、高效率、高可靠性和专用化,已成为未来机械领域研究的主要课题之一。
在麻花钻刃磨以及其他形状刀具刃磨技术和数控研究方面,近年来国内外专家做了不少的研究工作,也开发出一些较先进刀具刃磨设备。目前国外的工具磨床生产均采用数控万能工具磨床和CNC磨削加工技术,其主要优点有:
(1) 一次装夹、定位,即可完成刀具所有加工表面的加工,能够很好的保证刀具精度;
(2) 数控万能工具磨床具有复杂运动控制能力,可以满足复杂形状刀具的加工要求;
(3) 通过改变加工程序就可以实现对不同类型、不同规格刀具的加工;
(4) 采用先进的自动检测装置和方法,有效的保证刀具的定位精度和加工精度;
(5) 数控万能工具磨床一般采用标准砂轮进行刀具的加工,降低修磨成型砂轮的成本,提高了加工效率。
2 钻头
2.1 钻头的定义
钻头是用以在实体材料上钻削出通孔或盲孔,并能对已有的孔扩孔的刀具。
2.2 钻头的分类
常用的钻头主要有麻花钻、扁钻、中心钻、深孔钻和套料钻。扩孔钻和锪钻虽不能在实体材料上钻孔,但习惯上也将它们归入钻头一类。
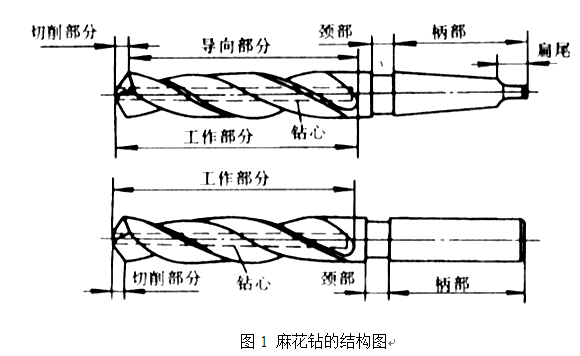
麻花钻:应用最广的孔加工刀具。通常直径范围为0.25~80mm。主要由工作部分和柄部构成。工作部分有两条螺旋形的沟槽,形似麻花,因而得名。为了减小钻孔时导向部分与孔壁间的摩擦,麻花钻自钻尖向柄部方向逐渐减小直径呈倒锥状。麻花钻的螺旋角主要影响切削刃上前角的大小、刃瓣强度和排屑性能,通常为25°~32°。螺旋形沟槽可用铣削、磨削、热轧或热挤压等方法加工,钻头的前端经刃磨后形成切削部分。标准麻花钻的切削部分顶角为118°,横刃斜角为40°~60°,后角为8°~20°。由于结构上的原因,前角在外缘处大、向中间逐渐减小,横刃处为负前角(可达-55°左右),钻削时起挤压作用。为了改善麻花钻的切削性能,可根据被加工材料的性质将切削部分修磨成各种外形(如群钻)。麻花钻的柄部形式有直柄和锥柄两种,加工时前者夹在钻夹头中,后者插在机床主轴或尾座的锥孔中。一般麻花钻用高速钢制造。镶焊硬质合金刀片或齿冠的麻花钻适于加工铸铁、淬硬钢和非金属材料等,整体硬质合金小麻花钻用于加工仪表零件和印刷线路板等。
扁钻:扁钻的切削部分为铲形,结构简单,制造成本低,切削液轻易导入孔中,但切削和排屑性能较差。扁钻的结构有整体式和装配式两种。整体式主要用于钻削直径0.03~0.5毫米的微孔。装配式扁钻刀片可换,可采用内冷却,主要用于钻削直径25~500mm的大孔。
深孔钻:深孔钻通常是指加工孔深与孔径之比大于 6的孔的刀具。常用的有枪钻、BTA深孔钻、 喷射钻、DF深孔钻等。套料钻也常用于深孔加工。
扩孔钻:扩孔钻有3~4个刀齿,其刚性比麻花钻好,用于扩大已有的孔并提高加工精度和光洁度。
锪钻:锪钻有较多的刀齿,以成形法将孔端加工成所需的外形,用于加工各种沉头螺钉的沉头孔,或削平孔的外端面。
中心钻:供钻削轴类工件的中心孔用,它实质上是由螺旋角很小的麻花钻和锪钻复合而成,故又称复合中心钻。
空心钻:钻杆中间是中空的钻头,主要用于钻物取芯。
3 麻花钻
由于麻花钻应用广,因此本设计中以麻花钻为例。
3.1 麻花钻的工作条件
工具的工作条件比较复杂,各种工具的工作条件又有较大的差异,加工时往往以摩擦为主,常有较大的冲击。机用工具切削速度较高,会产生大量的切削热,有时会发生切削刃软化现象。
作为机床上使用的金属切削工具,其主要工作部分是刀刃或刀尖,刀具在进行切削时,刀尖与工件之间,刀尖与切除的切削之间要产生强烈的摩擦,刀尖要承受挤压应力,弯曲应力,还要承受不同程度的冲击力。同时伴随摩擦会产生高温。
金属切削工具首先应具备高的硬度和耐磨性。在一定条件下,工具的硬度越高,其耐磨性也越高。同时切削工具还具备足够的韧性,否则可能因为脆性过大,在外力作用下产生蹦刃,折断,破碎等现象。红硬性也是切削工具的重要性能,特别是高速切削工具,红硬性特别重要。
目录
1 引言 ·····························································1
2 钻头······························································2
2.1 钻头的定义···················································2
2.2 钻头的分类···················································2
3 麻花钻····························································3
3.1 麻花钻的工作条件·············································3
3.2 麻花钻的工作特点·············································3
3.3 麻花钻的失效形式·············································4
3.4 麻花钻的结构要素·············································5
3.5 麻花钻切削部分的几何角度·····································7
4 麻花钻的性能要求··················································9
5 麻花钻的选材·····················································11
6 合金元素的种类及应用·············································12
7 热处理工艺性能分析···············································19
7.1 相关钢种的热处理工艺性能分析································19
7.2 钢材的组织性能与各种热处理工艺的关系························19
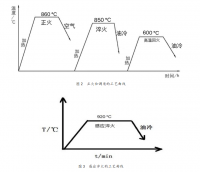
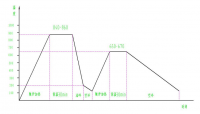
7.3 热处理工艺方案、工艺参数及其论证····························20
8 表面处理·························································25
9 热处理设备概论···················································26
9.1 电阻炉的选择················································26
10 缺陷及其分析····················································29
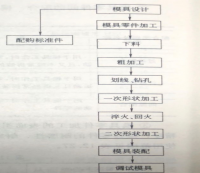
11 辅助工序························································30
12 结论····························································30
参考文献···························································32
参考文献
1. 刘瑞堂编,机械零件失效分析,哈尔滨工业大学出版社,2003.
2. 夏立芳编,金属热处理工艺学,哈尔滨工业大学出版社,2008.
3. 赵品、谢辅洲编,材料科学基础教程,哈尔滨工业大学出版社,2009.
4. 中国机械工程学会热处理学会编,热处理手册第3版第2卷典型零件热处理,机械工业出版社,2008.
5. 中国机械工程学会热处理学会编,热处理手册第3版第4卷热处理质量控制和检验,机械工业出版社,2008.
6. 刘党生主编,金属切削原理与刀具,北京理工大学出版社,2009.
7. 彭福泉主编,金属材料实用手册,机械工业出版社,1987.
8. 河北工学院王健安主编,金属学与热处理下册热加工专业用,机械工业出版社,1980.
9. 中国机械工程学会热处理专业学会《热处理手册》编委会编,热处理手册第2版第二卷典型零件的热处理,机械工业出版社,1991.
10. 热处理设备及设计编写组,热处理设备及设计,山东人民出版社,1977.
11. 夏立芳编,金属热处理工艺学修订版,哈尔滨工业大学出版社,2008.
12. 张玉庭主编,热处理技师手册,机械工业出版社,2005.
13. 范逸明主编,简明金属热处理工手册,国防工业出版社,2006.
14. 蔡红主编,使用钢铁热处理手册,上海科技教育出版社,1996.
www.bysj1.com www.bysj1.com/html/4750.html www.bysj1.com/html/4749.html www.bysj1.com/html/4748.html www.bysj1.com/html/4747.html




