


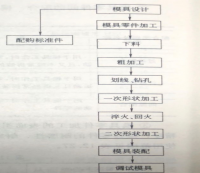


凿岩钎具钎尾的热处理工艺探索 摘要:本文通过对凿岩钎具钎尾的工作环境、失效形式及钎尾用钢中所含的元素的种类和含量的分析;研究凿岩钎具钎尾在实际工作中应达到的要求和特点;经过跟45钢、20CrMnTi和30Cr2Ni4MoV在冷加工工艺、热加工工艺、经济性能等方面的比较,最终决定凿岩钎具钎尾材料使用30Cr2Ni4MoV,同时对凿岩钎具中材料为30Cr2Ni4MoV的钎尾的热处理工艺进行分析;确定热处理工艺方案为:锻造坯料---去应力退火---机械加工---清洗---渗碳---直接退火---低温回火---校直---时效处理---抛丸---精磨。
关键词:材料、钎尾、热处理
前言:钎尾是连接凿岩钎具的重要组成部分,在工作时直接承受凿岩机的高频冲击和强度力扭转,将凿岩机活塞运动的冲击功从钎尾尾端传递到钎杆和钎头,进行凿岩工作作业,同时在凿岩机转动套的带动下传递扭矩,使整个钎具系统转动。钎尾内孔还受到快速流水的冲刷和矿水的腐蚀。工作环境的恶劣和承受载荷的复杂性,对钎尾的使用性能提出了更高要求。
为延长凿岩钎尾的使用寿命,大部分公司常用铬镍钢来制造钎尾。过去大部分公司常用的铬镍钢钎尾的使用寿命一直不稳定,凿岩进尺的寿命也不是很高。本文从钎尾的选材和热处理工艺两方面着手,结合市场情况,使铬镍钢钎尾的使用寿命得到有效提高。 目录
前言.....................................................1
1、钎具..................................................2
2、钎具工作条件..........................................2
3、可控气氛多用炉........................................2
3.1 多用炉的作用.................................... 2
3.2 多用炉的密封性和气氛均匀性.......................3
3.3 气氛碳势控制.....................................3
4、钎尾种类...............................................4
5、钎尾的工作环境和失效形式分析...........................4
5.1 钎尾断裂...........................................5
5.2 尾部端面损坏.......................................5
5.3 螺纹磨损...........................................5
5.4钎耳破断............................................6
6、钎尾的服役条件..........................................6
7、钎尾的材料及合金元素的作用..............................6
7.1材料合金元素的作用分析..............................6
7.2材料热加工工艺分析..................................9
7.3 原材料价格对比....................................10
7.4材料加工工艺经济性成本分析.........................10
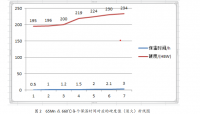
7.5最终性能比较.......................................10
7.6确定最终所选材料...................................11
8、30Cr2Ni4MoV常用钎尾的热处理工艺设计....................11
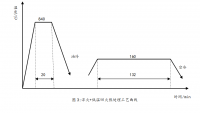
8.1去应力退火........................................11
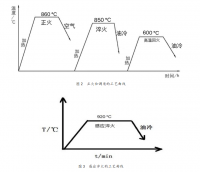
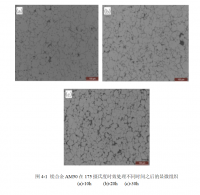
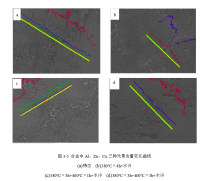
8.2渗碳+直接淬火.....................................12
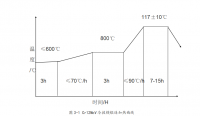
8.2.1渗碳............................................12
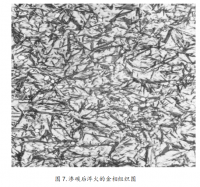
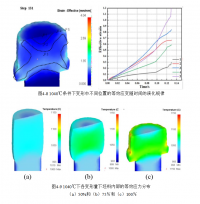
8.2.2直接淬火........................................19
8.2.3渗碳空淬后常见的缺陷及对策......................21
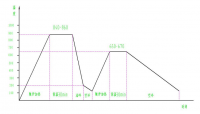
8.3低温回火..........................................23
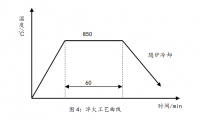
8.4时效处理..........................................24
9 结论...................................................27
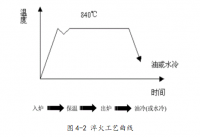
10 热处理工艺曲线........................................27
11 编制热处理工艺卡......................................28
参考文献.................................................29
参 考 文 献
[1]徐年宝,热处理技师手册,机械工业出版社,2006;
[2]齐宝森,陈路宾,化学热处理技术,化学工业出版社,2006;
[3]吴元徽,热处理工(初级), 机械工业出版社 2006;
[4]黄守伦,实用化学热处理与表面强化新技术,机械工业出版社,2002;
[5]林慧国,周人俊,世界钢号手册,机械工业出版社,1985;
[6]安继儒,中外常用金属材料手册,陕西科学技术出版社,1998;
[7]曾正明,实用钢铁材料便查手册,中国电力出版社,2005;
[8]洪达灵,顾太和,钎钢与钎具,冶金工业出版社,2000;
[9]柳祥训,钟华仁,化学热处理问答,国防工业出版社,1988;
[10]宋涛,顾军,热处理工,化学工业出版社,2003;
[11]胡明娟,潘健生,钢铁化学热处理原理,上海交通大学出版社,1996;
[12]毛杰,液压凿岩机钎尾变形的控制,热处理,2005年第20卷第2期;
[13]沈小钧,可控气氛密封多用炉渗碳技术的发展及动向,金属热处理 1998年第1期;
[14]刘永魁,多用炉使用中的若干体会,热加工工艺,2006年第35卷第14期;
[15]李嘉庆,液压凿岩机钎具问题及改进意见;
[16]陈琳,提高液压凿岩机钎尾寿命的热处理工艺研究;
[17]张勇,丙酮在UNICASE箱式多用炉上的应用尝试 国外金属热处理 1999第5期;
[18]吴光治,关于我国热处理装备技术发展若干问题的思考;



