





















基于PLC物流小车的设计及其物料加工设计
摘要:柔性制造系统是由统一的信息控制系统、物料储运系统和一组数字控制加工设备组成,能适应加工对象变换的自动化机械制造系统(Flexible Manufacturing System),英文缩写为FMS。
工艺基础
FMS的工艺基础是成组技术,它按照成组的加工对象确定工艺过程,选择相适应的数控加工设备和工件、工具等物料的储运系统,并由计算机进行控制,故能自动调整并实现一定范围内多种工件的成批高效生产(即具有“柔性”),并能及时地改变产品以满足市场需求。
FMS兼有加工制造和部分生产管理两种功能,因此能综合地提高生产效益。FMS的工艺范围正在不断扩大,可以包括毛坯制造、机械加工、装配和质量检验等。投入使用的FMS,大都用于切削加工,也有用于冲压和焊接的。
加工设备
加工设备主要采用加工和数控,前者用于加工箱体类和板类零件,后者则用于加工轴类和盘类零件。中、大批量少品种生产中所用的FMS,常采用可更换主轴箱的加工中心,以获得更高的生产效率。
存储和搬运
储存和搬运系统搬运的的物料有刀具、夹具、工件和切屑等;储存物料的方法有平面布置的托盘库,也有储存量较大的桁道式立体仓库。
柔性制造系统的优点 :
柔性制造系统是一种技术复杂、高度自动化的系统,它将微电子学、计算机和系统工程等技术有机地结合起来,理想和圆满地解决了机械制造高自动化与高柔性化之间的矛盾。具体优点如下。
1、设备利用率高。一组机床编入柔性制造系统后,产量比这组机床在分散单机作业时的产量提高数倍。
2、在制品减少80%左右。
3、生产能力相对稳定。自动加工系统由一自或多台机床组成,发生故障时,有降级运转的能力,物料传送系统也有自行绕过故障机床的能力。
4、产品质量高。零件在加工过程中,装卸一次完成,加工精度嵩,加工形式稳定。
5、运行灵活。有些柔性制造系统的检验、装卡和维护工作可在第一班完成,第二、第三班可在无人照看下正常生产。在理想的柔性制造系统中,其监控系统还能处理诸如刀具的磨损调换、物流的堵塞疏通等运行过程中不可预料的问题。
6、产品应变能力大。刀具、夹具及物料运输装置具有可调性,且系统平面布置合理,便于增减设备,满足市场需要。
7、经济效果显著。采用FMS的主要技术经济效果是:能按装配作业配套需要,及时安排所需零件的加工,实现及时生产,从而减少毛坯和在制品的库存量,及相应的流动资金占用量,缩短生产周期;提高设备的利用率,减少设备数量和厂房面积;减少直接劳动力,在少人看管条件下可实现昼夜24小时的连续“无人化生产”,提高产品质量的一致性。
关键字:触摸屏 PLC 电机 变频器 模拟量
1 引言
自动生产线的最大特点是它的综合性和系统性,综合性主要涉及机械技术、微电子技术、电工电子技术、传感测试技术、接口技术、信息变换技术、网络通信技术等多种技术有机地结合,并综合应用到生产设备中。产品生产过程所经过的路线,即从原料进入生产现场开始,经过加工、运送、装配、检验等一系列生产活动所构成的路线。自动化生产线是按对象原则组织起来的,完成产品工艺过程的一种生产组织形式,即按产品专业化原则,配备生产某种产品(零、部件)所需要的各种设备和各工种的工人,负责完成某种产品(零、部件)的全部制造工作,对相同的劳动对象进行不同工艺的加工。
自动化生产线的主要产品或多数产品的工艺路线和工序劳动量比例,决定了一条生产线上拥有为完成某几种产品的加工任务所必需的机器设备,机器设备的排列和工作地的布置等。自动化生产线具有较大的灵活性,能适应多品种生产的需要;在不能采用流水生产的条件下,组织生产线是一种比较先进的生产组织形式;在产品品种规格较为复杂,零部件数目较多,每种产品产量不多,机器设备不足的企业里,采用自动化生产线能取得良好的经济效益。
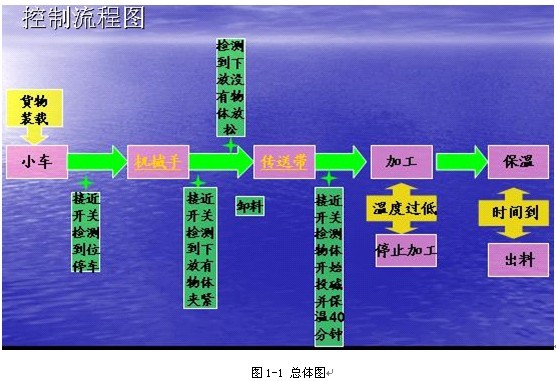
而系统性指的是生产线的传感检测、传输与处理、控制、执行与驱动等机构在微处理单元的控制下协调有序地工作,有机地融合在一起。本系统完成货物的装载,模拟一个生产流水线的生产过程。首先由供料站提供原料,运输站将其送至加工站 ,然后由机械手卸料,经过加工程序后出料。设计以货物装载、机械手、卸料、传送带、投碱、加工、保温、最后出料等工作单元作为自动生产线的整体设计,构成一个自动生产线的平台,系统各机构的采用了变频器驱动和步进(伺服)电机位置控制等技术。系统的控制方式采用PLC作为主控制器,结合昆仑通态的MCGS触摸屏作为上位机检测系统的运行状态,其中PLC与触摸屏之间通过RS485串行通讯实现互连的分布式控制方式。本设计方案用到了PLC的模拟量输入输出、PT100温度传感器以及PID等。所以综合应用了多种技术知识:传感器应用技术、PLC控制技术、变频器技术、触摸屏技术。
2 本文研究的目的及内容
2.1本文研究的目的
传统的物流运料小车大都是继电器控制,而继电器控制有着接线繁多,故障率高的缺点。 目前国内控制市场上的主流控制器PLC在市场、技术、行业影响等方面有重要作用,利用PLC控制来代替继电器控制已是大势所趋。
在国际PLC迅速发展的形式下,我国多数PLC厂家还没有拥有自主知识产权且能够参与国际竞争PLC的产品,其中之一就是研发实力不够。虽然资金投入、生产和质量管理等因素也占有非常大的比重,但对产品的质量起着决定性作用的是研发投入、研究成果产品化以及生产工艺等。而技术则是贯穿着其中每一个环节,PLC核心技术的开发、产品的后续开发、生产工艺的技术水平是决定产品质量的前提,如何在技术上增强实力,将是关键所在。
依据数据分析,目前正在使用的PLC品牌中,西门子、三菱以及欧姆龙占据绝对的优势,60%左右的用户使用了这些PLC。
2.2本文研究的内容
本论文的任务是设计一个物流小车往返运送货物到加工站以及将物料进行加工的控制系统,其系统的控制状态可由触摸屏来监视。
主要任务
(1) 完成货物装载到小车、通过接近开关检测工作台加工位置并停止小车,由机械手进行卸料、由传送带将货物送至加工处进行进行投碱加工,在保温时间到后自动出料。
(2)完成整个系统的组态设计。包括小车实时位置,物料加工等状态等。
目录
1 引言 ………………………………………………………………………………………2
2 本文研究的目的及内容 …………………………………………………………………3
2.1本文研究的目的……………………………………………………………………3
2.2本文研究的内容……………………………………………………………………3
3 系统总体设计 ……………………………………………………………………………3
3.1货物装载……………………………………………………………………………4
3.2卸料…………………………………………………………………………………4
3.3加工工艺……………………………………………………………………………4
3.4组态…………………………………………………………………………………4
4 系统硬件设计……………………………………………………………………………4
4.1硬件…………………………………………………………………………………4
4.2各部硬件详情………………………………………………………………………4
4.2.1接近开关……………………………………………………………………4
4.2.2变频器………………………………………………………………………6
4.2.3 PLC…………………………………………………………………………8
4.2.4组态选择……………………………………………………………………10
4.2.5温度传感器…………………………………………………………………11
4.2.6其他未尽事宜………………………………………………………………11
4.2.7系统部分电路图……………………………………………………………12
5 系统软件设计……………………………………………………………………………12
5.1 PLC流程图…………………………………………………………………………13
5.2 PLC程序设计………………………………………………………………………13
5.3MCGS组态设计………………………………………………………………………18
6 控制系统的调试…………………………………………………………………………21
6.1 硬件调试……………………………………………………………………………21
6.2 软件调试……………………………………………………………………………21
6.3 整体调试……………………………………………………………………………21
总结 …………………………………………………………………………………………24
致谢 …………………………………………………………………………………………25
附录 …………………………………………………………………………………………26
参考文献 ……………………………………………………………………………………28
参考文献
[1]MCGSTPC 初级教程 北京昆仑通态自动化科技有限公司发行 2011.4
[2]工控组态软件与PLC应用技术 北京航空航天大学出版社 2005.4
[3]ATV31H异步电机变频器 施耐德电气有限公司出版 2006.7
[4]通用变频器应用技术[M].福建:福建科学技术出版社.2001.6
[5]提高PLC控制系统可靠性的软件设计.机床电器[J].2004.11.
[6]秦虹.PLC控制系统的编程方法简述.机床电气[J].2002.7
[7]杨长能,张兴毅.可编程控制器基础及应用[M]重庆:重庆大学出社.2000.2
[8]可编过程控制器[M]北京:北京航空航天大学出版社,1999.2
[9]谢剑英.微型计算机控制技术[M].北京:国防工业出版社.2001.4
[10]寥常初.PLC编程及应用[M].北京:机械工业出版社.2005.1
[11]可编程控制器应用技术[M].中国电力出版社.1998.6
[12]常斗南.可编程控制器原理、应用、实验[M].机械工业出版社.2001.5



