




平面涂胶工序的电气控制设计
摘要: 随着工业化的快速发展,涂胶工序的使用范围也越来越广泛。目前点胶技术基本成熟,它的前景发展是高度自动化。此设计是基于PLC程序控制涂胶工序电气部分,用气动驱动,结合触摸屏进行人机交互控制驱动,是目前最为简单方便的一种控制方式。
关键字:可编程控制器、气动、电磁阀、触摸屏
Electrical control design of plane gluing process
Abstract: With the rapid development of industrialization, the application range of gluing process is more and more extensive. At present, dispensing technology is basically mature, its future development is highly automated. This design is based on PLC program control gluing process electrical part, pneumatic drive, combined with touch screen for human-machine interaction control drive, is the most simple and convenient control mode.
Keywords: programmable controller, pneumatic, solenoid, touch screen
1.引言
1.1 涂胶工序的来源及研究的意义
涂胶工序是一种对产品表面或产品内部点滴、涂抹、灌封胶的自动化机器。因其自动化的标准,涂胶工序涂胶时可以精确到产品的每个点。作为一名电气自动化专科的学生,所研究的目的旨在于用专业所长来改善工业生产的弊端。平面气动涂胶工序既可以保证涂胶的均匀性,又能有效地利用能源,充分地改善了工业生产效率和工作质量,减轻工人的劳动强度,这项工序的应用为国家的现代化工业发展水平做出了质的飞跃,同时也大大地拉动经济增长。随着我国的经济的高速发展,尤其是近几年来工业自动化的高度集中化,对涂胶工序行业的要求也普遍增高,研究涂胶工序的意义也更加重要。
1.2 涂胶工序的发展趋势
随着这几年国内电子产品的轻便化发展,对电子产业中的核心涂胶技术的要求也越来越高,目前涂胶工序的发展方向是自动化与高精度。想要实现自动化与高精度,首先要做到的是了解涂胶工序,只有了解才能合理地运用涂胶工序改进涂胶工序。但是,涂胶工序未涉及的领域仍有许多,即它仍有很大的潜在市场,未来随着涂胶工序的普遍运用,点胶设备的应用也会更加普遍和多样化。目前,在国内普通仿制的涂胶工序普遍成熟,但高精度高自动化的涂胶工序的设计技术不太成熟,导致一些高科技行业选用涂胶工序时,都是从国外购入,所以从高精度高自动化角度来讲,需要我们专业研究人员继续努力下去。当今的市场竞争激烈,唯有质量可以脱颖而出。
1.3 本课题的基本任务
本次课题的基本任务是利用气动部分和电气部分,结合触摸屏控制,设计出一个平面涂胶工序。具体要求如下:
(1)动作顺序:检测到工件,止动气缸伸出(200mm,出力10Kgf),挡住工件1 –分拣气缸伸出(200mm,出力10Kgf),挡住工件2—止动气缸缩回,放行工件1后伸出—分拣气缸缩回,放行工件2至止动气缸—工件1到达涂胶工位,定位气缸伸出(225mm,出力25Kgf)固定工件—涂胶气缸伸出(300mm,出力20Kgf)涂胶后缩回—回转气缸逆时针旋转90度(扭矩25Kgf.cm)-涂胶气缸第二次伸出涂胶后缩回—回转气缸顺时针旋转90度—定位气缸缩回,工件1移出工位—止动气缸缩回,放行第二个工件,进入下一个工作循环。
(2)对涂胶工件进行计数,涂胶满500个自动报警并停机。
(3)如检测点没有工件,5秒后自动停机并报警。
(4)气源压力为0.4MPa,电磁阀采用二位五通单电控。
2.涂胶工序的气动部分设计
2.1 气动综述
气压传动系统的工作原理是运用空气压缩机将电动机、内燃机或其余原动机输出的机械能转换为空气的压力能,而后在控制元件的控制及辅助元件的配合下,利用执行元件把空气中的压力能转换为机械能,从而实现直线或来回转运动并对外做功。[[[] 液压与气动/白柳、于军主编,北京:机械工业出版社,2017.8]]
气压传动系统一般由四部分组成:气压发生装置、控制元件、 执行元件、辅助元件。气压产生装置的作用是将原动机输出的机械能转换为空气的压力能,一般在工业中使用设备是空气压缩机,简称空压。控制元件的作用是控制压缩机的空气流量、压力和流量方向的,以此确保执行元件具有一定的输出力和速度并按设计的程序正常工作,如压力阀、流量阀、方向阀等。执行元件的作用是将气压能转换为机械能,如气缸、气动马达。辅助元件的作用是辅助保证气动系统的正常工作,如空气过滤器、油雾器、干燥器等。[[[] 气动元件与系统识图/董林福、赵艳春、刘希敏等主编,哈尔滨:哈尔滨工业大学出版社, 2009.7]]
气动系统从结构上来说,动作速度快,气缸动作速度一般为50-500mm/s、响应快、维修方便,从经济方面考虑,成本低、可做远距离传输,从环保方面来讲,处理简单,不污染环境。
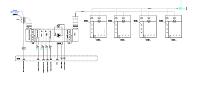
本次毕业设计的任务是设计平面涂胶工序,驱动部分我采用气动控制。因为气动驱动技术成本较低,空气容易集中,气源方便且不污染环境。本次毕业设计一共需要五个气缸,它们分别是止动气缸、分拣气缸、定位气缸、涂胶气缸和回转气缸。每个气缸都需要一个换向阀来控制气缸动作,由于本次设计要求与PLC、触摸屏结合设计,所以我选用电磁控制换向阀,双电控的电磁阀具有记忆功能,后面PLC编程时会多占输出点,所以为了简单方便,这里我选用了五个单电控二位五通电磁阀控制各个气缸动作。按照设计要求对一个工件进行止动、分拣、定位、涂胶和回转动作绘制出气路原理图,按照气路控制要求对气动元件选型,气动元件包括执行元件、控制元件、气源和辅助元件。
目录
1.引言 1
1.1 涂胶工序的来源及研究的意义 1
1.2 涂胶工序的发展趋势 1
1.3 本课题的基本任务 2
2.涂胶工序的气动部分设计 2
2.1 气动综述 2
2.2气路原理图 4
2.3.1执行元件 5
2.3.2控制元件 7
2.3.3气源装置及辅助元件 7
2.4气路硬件选用明细表 9
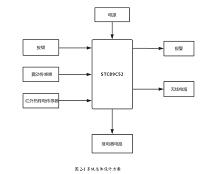
3.涂胶工序的电气部分设计 10
3.1 电气综述 10
3.2 PLC、电气元件选用论证说明 11
3.3 PLC、电气元件选用明细表 12
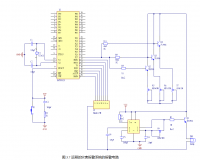
3.4 PLC外部接线图 14
3.5 PLC顺序功能图 15
3.6编写PLC的程序(梯形图) 16
3.7 编程思路 20
3.8调试及检测程序 20
4. 触摸屏 21
4.1 触摸屏综述 21
4.2 触摸屏选用 21
4.3 触摸屏组态方案具体设计 21
4.3.1构建实时数据库 21
4.3.2用户窗口的建立 23
4.3.3设备窗口的建立 26
5. 结束语 27
参考文献 28
参考文献
[] 液压与气动/白柳、于军主编,北京:机械工业出版社,2017.8
[] 气动元件与系统识图/董林福、赵艳春、刘希敏等主编,哈尔滨:哈尔滨工业大学出版社, 2009.7
[] PLC应用技术/郭琼主编,北京:机械工业出版社,2014.3
[] 三菱PLC基础与系统设计/刘艳梅等主编,北京:机械工业出版社,2009.7
[] PLC编程与应用/何文雪,刘华波,吴贺荣,编著.-北京:机械工业出版社,2009,12
[] 组态控制技术实训教程:MCGS/李江全主编,北京:机械工业出版社,2016.9
[] 工业组态控制技术实例教程/石敬波,迟颖主编,北京:电子工业出版社,2017.3




