





















基于三菱PLC双通道定点喷洗控制设计
摘要:工业的生产中需要从磨具加工到最后产品的成型,每一个加工过程都会使得加工产品表面存在油类或者屑类杂质,对下一个加工环节产生一定的影响,最终影响整个产品的质量,尤其是对一些精密加工行业来说,杂质或者污染物过多对工件的精度度造成误差,本系统中设计出一种定点工位清洗设备,一种广泛应用于汽车行业的清洗机。
本系统以PLC为整个系统的控制中心,通过输出数字信号驱动变频器,再通过变频器带动传动电机进行拖动整个设备转动,在传动电机的主动链条上设置定长传感元件,以此保证电机每次转动的距离定长。在本系统中通过喷淋清洗与超声清洗相结合的方式共同将清洗工件清洗干净,并在清洗完成后将工件进行热风循环烘干,以保证最后出料位的产品是洁净的工件,符合下一道加工工序的需要。本系统中控制目标众多,因此为了使得整个系统可视化操作明显,加入HMI人机界面,在人机界面中可以实时监控出整个系统各个部件的运行状况。
关键词:PLC;HMI;电机;
Design of double channel fixed-point spray washing control based on MITSUBISHI PLC
Abstract: Industrial production needs to be processed from a grinding tool to a final product. Each process will make the surface of the product oil or scraps of impurities, which has a certain impact on the next processing link, and ultimately affects the quality of the whole product. Especially for some fine processing industries, impurities or excessive contaminants have caused errors to the accuracy of the work piece. A fixed position cleaning equipment is designed, which is widely used in the automotive industry.
The system takes PLC as the control center of the whole system, drives the frequency converter through the output digital signal, and then drives the drive motor to drive the whole equipment through the frequency converter, and sets the fixed length sensing element on the drive chain of the drive motor, in order to ensure the distance of each rotation of the motor. In this system, cleaning the work piece through the combination of spray cleaning and ultrasonic cleaning, and drying the work piece through hot air circulation after the cleaning is completed in order to ensure that the final product is clean and meets the needs of the next processing procedure. This system has many control targets, so in order to make the whole system visual operation obvious, the HMI man-machine interface is added, and the running status of the whole system components can be monitored in real time.
keyword:PLC; HMI; motor;
第1章 引言 1
1.1课题研究的目的与意义 1
1.2国内外精密清洗的发展与现状 1
1.3本课题研究的主要内容 2
第2章 系统整体方案设计 3
2.1 系统的结构与工作原理 3
2.2 系统控制运动形式与控制要求 4
第3章 控制系统硬件设计 4
3.1电气原理设计 4
3.2执行机构的选型表 5
3.3 PLC的I/O分配表 5
3.4 可编程逻辑控制器 7
3.4.1 PLC的简述与工作原理 7
3.1.2 PLC的选型与特点 8
3.5变频调速系统 9
3.5.1 变频器的原理与选型 9
3.5.2 变频器的接线图 11
3.6硬件接线图 11
3.6.1 主电路接线图 11
3.6.2 气缸电磁阀接线 14
3.6.3 PLC的I/O接线电路 15
第4章 软件程序设计 17
4.1 程序流程图 17
4.2 程序梯形图分析 18
第5章 HMI触摸屏系统设计 28
5.1人机界面综述 28
5.2人机界面选型 28
5.3人机界面的创建 28
5.4 HMI画面的设计 33
5.4.1 系统参数设置 33
5.4.2 手动控制画面 33
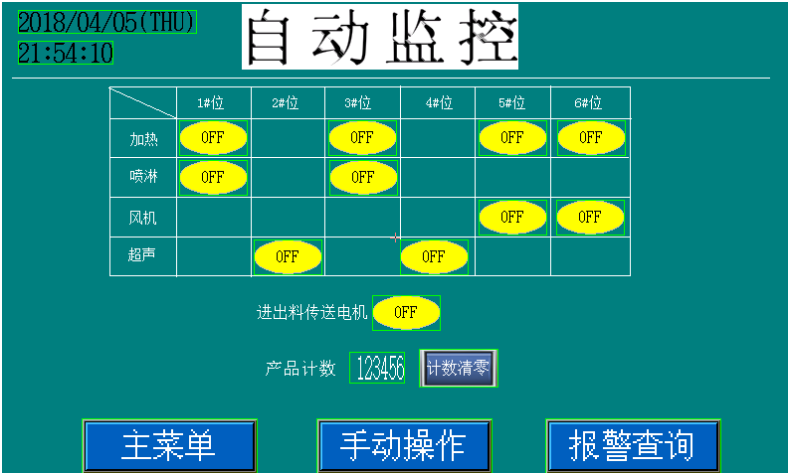
5.4.3 自动监控画面 35
5.4.4 报警监控画面 35
小结与致谢 37
参考文献 38
第1章 引言
1.1课题研究的目的与意义
汽车生产作为目前制作业中的龙头,可以说带动了很多相关企业的产生,比如设备加工业、机器焊接、喷漆业等与之相配合的产业。汽车制造需要很多零部件的组成,这些零部件都是通过数控车床或者模具生产制作出来的,我们都知道加工出来的零部件都会带有很多油性金属屑或者其它杂质吸附在工件的表面或者内部,只有洁净无污染的零件才可以进行对汽车的组装,因此如何清理这些加工出来的零件就显得很重要了,传统的方法是通过人工手动进行清洗,但是随着企业的成产量的提高与人员劳动成本的增加,普通人工清洗已经不能满足要求,因此需要一种自动清洗设备可以帮助清洗人员可以批量清洗的设备。
欧美的一些自动化生产厂商很早之前就发现这个产业,因此他们在自动清洗设备行业中针对不同清洗产品而设计出对应的自动化清洗设备,通常情况有三大类自动清洗机器是最为常见,旋转式,龙门式,通过式,然后再通过清洗不同的产品设计出对应的设备并加入烘干系统,在一些复杂工艺设备中,清洗产品并实现烘干效果是目前很多自动化清洗设备主要追求的目标。
为了解决目前我国在清洗加工行业中存在的问题,本系统通过加入可编程逻辑控制器与HMI人机界面设计出具有定点清洗与自动烘干的设备,通过加入HMI人机界面控制界面系统,用来代替过去传统涉笔繁多的按钮与旋钮的操作。本系统通过PLC编写程序控制传动电机进行动作,并通过控制变频器实现电机的变速控制,从而达到普通电机实现步进距离的控制,再通过控制电磁阀控制喷洗气缸进行伸缩喷洗,当喷洗完成,电机再次转动一个步进距离,此时清洗产品进入超声精密清洗槽,依次按照这样清洗,最后通过热风机烘干系统,通过热风的作用将产品水渍吹去并烘干所清洗的产品。通过传感器检测整个机器的运行状态,并将信号实时传送给PLC,通过程序的逻辑判断,再通过通讯线将PLC中的实时信息传送到HMI人机界面反应出来,实现整个机器的监控。
1.2国内外精密清洗的发展与现状
目前我国很多精密加工企业从事各种精密零部件的加工生产工作,正如我们所熟知的车床类的加工,这类精密加工出来的产品往往都是带有油性或者其它杂质性的初级产品,每一个加工出来的零部件都需要进行去毛刺与去杂质清洗,这样才可以符合下一道生产工序的使用。过去很多行业对于清洗零部件停留在人工清洗环节,没有将产品进行
批量清洗的思路,随着企业生产量的增加,车床加工出来的产品数量的增多,人工清洗已经不能满足生产需求,批量的清洗已经是企业优先考虑的思路。
在欧美国家,他们在产品清洗行业已经做了很多年,尤其是德国的精密清洗行业已经形成一条完整的产业链,从产品的超声清洗到产品的热风烘干,整个过程完全实现清洗自动化,并且针对不同的行业的产品,设计出不同的自动化清洗设备。
我国在进入21世纪处,也有相关的自动化行业涉及自动清洗设备,比较有名有深圳和科达精密清洗,上海科瑞达精密清洗,这些精密清洗行业根据客户的不同要求,设计出相对的清洗烘干产品。
1.3本课题研究的主要内容
基于三菱PLC双通道定点喷洗控制设计主要研究三大方面:
1.整个设备的运行通过可编程逻辑控制器进行控制,传送电机的定位则通过U光电开关进行检测脉冲信号实现转动的距离定位,喷淋执行气缸与超声动作、风机动作是在产品定位后进行精确清洗烘干。
2.本系统中的电机的传动是通过变频器控制进行,实现系统变频调速特性。
3.本系统涉及到很多的执行机构,实时监控这些执行机构就很有必要,通过HMI触摸屏的实时监控画面反应出整个系统的运行情况,在触摸屏中加入手动操作画面与自动运行画面,可以实现整个设备的手自动运行。
参考文献
【1】王庭有.《可编程控制器原理及应用》.第二版. 国防工业出版社.2008
【2】《AIRTAC产品综合型录》.大陆版.亚德客国际集团.2016
【3】许晓峰.《电机及拖动》.第三版.高等教育出版社.2007
【4】肖军 孟令军.《可编程控制器原理及应用》.清华大学出版社.2008
【5】高钦和.《PLC应用开发案例精选》.第二版.人民邮电出版社.2008
【6】宋伯生.《PLC编程实用指南》.机械工业出版社. 2007
【7】廖常初.《FX系列PLC编程及应用》.机械工业出版社.2006
【8】张培志.《电气控制与可编程序控制器》.化学工业出版社.2007
【9】谢剑 贾青.《微型计算机控制技术》.第3版 国防工业出版社.2001.
【10】范永生 王岷.《电气控制与PLC应用》.第二版.中国电力出版社.2007
【11】尹刚. 基于PLC控制交流变频调速系统设计(硕士学位论文).沈阳工业大学.2008
【12】李艳红.《传感器原理及其应用》.北京理工大学出版社.2010
【13】孙余凯.《传感器应用电路300例》.电子工业出版社.2008




