





















基于PLC控制的分拣轴承原材料系统设计
摘要:近年来,随着计算机在各行各业的不断发展,PLC也跟着时代的步伐慢慢起来,由于企业的发展,导致了竞争力比较大,也使得一些企业改变发展方式,最主要的还是提高生产效率,也是由于以前人工分拣效率低下,导致了企业生产效率低下,企业的生存空间很小,而未来的方向也固定了:自动分拣系统。
窗体顶端
在生产生活中,通过PLC程序控制的自动分拣机对材料进行筛选、分类,令企业的生存能力大幅度提高,也使得企业可以继续发展下去。
窗体底端
关键词:PLC;自动分拣机
The design of the raw material system of the sorting bearing based on PLC control
Abstract: in recent years, with the continuous development of computers in all walks of life, PLC has followed the pace of the times. As a result of the development of the enterprise, the competitiveness is relatively large, and some enterprises have changed the way of development. The most important thing is to improve the efficiency of production. It is also caused by the low efficiency of artificial sorting before. The production efficiency of enterprises is low, the survival space of enterprises is very small, and the future direction is also fixed: automatic sorting system.
The top of the window
In the production and life, the automatic sorting machine controlled by the PLC program can screen and classify the materials, so that the enterprise's survival ability has been greatly improved, and the enterprise can continue to develop.
Bottom of the form
Key words: PLC; automatic sorting machine
第一章 绪论
我国在自动分拣方面落后了西方国家20年[1],这也使得我国的分拣系统成本过高,导致企业发展过慢,从而使得我国技术的落后,这也是我们所必须要引进自动分拣系统
的必要性。而今天 我所要介绍的便是挡板式自动分拣机。[2]挡板式分拣机是利用一个挡板挡住在输送机上
向前移动的元件或商品,将元件引到另一侧的位置放置。这类分拣机是利用了PLC进行控制[3]。
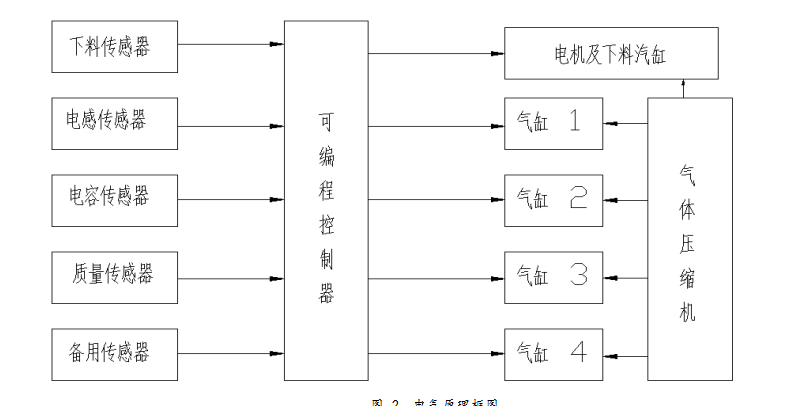
当元件进入料槽时,PLC对自动捡料口进行控制,下料传感器SN检测有无物料,若无物料时,输送带在运行一周后停止,等待下料;当料槽有料时,下料传感器会输出信号给PLC,PLC会对输送带进行控制,并同时控制气动阀5进行下料,在此期间,PLC控制可以对下料的时间进行控制。当电感传感器SA检测到铁质物料时,其会反馈信号送给PLC,由PLC控制气动阀1将其分出传送带;当电容传感器SB检测到其为铝质物料时,其会反馈信号给PLC,由PLC控制气动阀2将其分出另外的传送带;当颜色传感器SC检测到其为待检测颜色时,PLC控制气动阀3将其传送出传送带;而物料传感器为备用传感器,当系统设定为分拣某种颜色的金属或者非金属的物料时,由程序记忆各传感器的状态,从而完成分拣任务[4]。
目录
第一章 绪论 2
1.1 设计可行性分析 2
第二章 总体设计方案 6
2.1 工作系统 6
第三章 硬件设计 9
3.1 电路接线图 9
3.2设计结构硬件结构框图 12
3.3 模块介绍及其应用 12
3.4 PLC的选用 15
第四章 软件设计 16
4.1 I/O分配表设计 16
4.2 梯形图程序设计 17
4.3初始化子程序的设计? 21
第六章 总结与展望 23
参考文献 24
致谢 25
参考文献
[1]电气控制与PLC应用技术/黄永红编著.—北京:机械工业出版社,2011.8
[2]电气控制与PLC:西门子S7-300机型/柳春生编著.—北京:机械工业出版社,2010.2
[3]机电设备PLC控制技术/邵泽强,滕士雷主编.—北京:机械工业出版社,2012.8
[4]机电专业英语/刘建武主编.—西安:西安交通大学出版社,2014.8
[5]PLC应用技术与实践/向晓汉主编.—北京:电子工业出版社,2014.12
[6]电气控制与PLC技术/向晓汉主编.—2版.—北京:人民邮电出版社,2012.9
[7]液压与气动控制/曾文萱主编.—北京:机械工业出版社2012.1(2014.6重印)
[8]周万珍,高鸿斌(第一版).PLC分析与设计应用[M]—北京:机械工业出版社,2004.3
[9] 张凤珊.电气控制及可编程序控制器.2版 [M].北京: 中国轻工业出版社,2003.
[10]史国生.电气控制与可编程控制器技术 [M].北京: 化学工业出版社,2003.




