





















 Z3040型钻床控制系统的PLC改造
Z3040型钻床控制系统的PLC改造
摘要:针对Z3040摇臂钻床传统的继电-接触器控制系统存在电路复杂、可靠性差、故障诊断与排除等缺点,提出了利用PLC进行改造的方案。本次设计是将其改造成为利用PLC进行控制,这样既可以提高生产效率,也可以增加其使用寿命,因为PLC具有可靠性高,环境适应性强,使用方便,维护简单等优点。有助于提高设备的可靠性、使用率。
关键词:PLC改造 钻床 电气控制
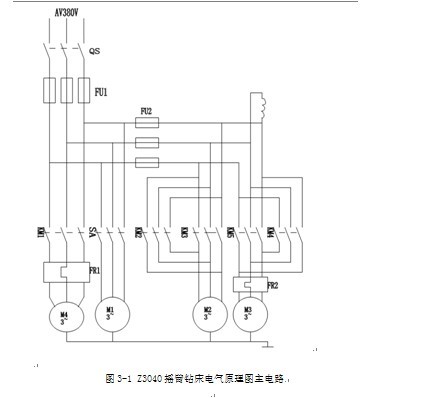
摇臂钻床的运动部件较多,常采用多台电动机拖动,一般采用三相交流鼠笼式异步电动机拖动,用机械变速调节主轴转速和进刀量,变速箱为机械有级调速,钻床的主运动和进给运动都有较大的调速范围。
Z3040型钻床的传统的继电器—接触器控制系统过于复杂烦琐。若采用PLC控制进行改造后,便线路简化,可靠性提高,响应加快精确更正确,给设备维护、检修带来方便,同时在成本上也合理,能够产生较大的经济效益。
1)PLC在数控机床中应用
PLC在数控机床中应用,通常有两种形式:一种称为内装式;一种称为独立式。内装式PLC也称集成式PLC,采用这种方式的数控系统,在设计之初就将NC和PLC结合起来考虑,NC和PLC之间的信号传递是在内部总线的基础上进行的,因而有较高的较高交换速度和较宽的信息通道。它们可以共用一个CPU也可以是单独的CPU这种结构从软硬件整体上考虑, PLC 和NC 之间没有多余的导线连接, 增加了系统的可靠性, 而且NC 和PLC 之间易实现许多高级功能。PLC 中的信息也能通过CNC 的显示器显示, 这种方式对于系统的使用具有较大的优势。高档次的数控系统一般都采用这种形式的PLC。
独立式PLC也称外装式PLC,它独立于NC装置,具有独立完成控制功能的PLC。在采用这种应用方式,可根据用户自己的的特点,选用不同专业PLC厂商的产品,并且可以更为方便的对控制规模进行调整。
2)PLC与数控系统及数控机床间的信息交换
相对于PLC,机床和NC就是外部。PLC与机床以及NC之间的信息交换,对于PLC的功能发挥,是非常重要的。PLC与外部的信息交换,通常
(1)机床侧至PLC:机床侧的开关量信号通过I/O单元接口输入到PLC中,除极少数信号外,绝大多数信号的含义及所配置的输入地址,均可由PLC程序编制者或者是程序使用者自行定义。数控机床生产厂家可以方便的根据机床的功能和配置,对PLC程序和地址分配进行修改。
(2)PLC至机床:PLC的控制信号通过PLC的输出接口送到机床侧,所有输出信号的含义和输出地址也是由PLC程序编制者或者是使用者自行定义。
(3)NC至PLC:CNC至PLC:CNC送至PLC的信息可由CNC 直接送入PLC的寄存器中,所有CNC送至PLC的信号含义和地址(开关量地址或寄存器地址) 均由CNC 厂家确定,PLC编程者只可使用不可改变和增删。如数控指令的M、S、T 功能,通过CNC译码后直接送入PLC相应的寄存器中。
(4)PLC至CNC:PLC 送至CNC 的信息也由开关量信号或寄存器完成,所有PLC送至CNC的信号地址与含义由CNC 厂家确定,PLC 编程者只可使用,不可改变和增删。
3)PLC在数控机床中的工作流程
PLC在数控机床中的工作流程,和通常的PLC工作流程基本上是一致的,分为以下几个步骤:
(1)输入采样:输入采样,就是PLC以顺序扫描的方式读入所有输入端口的信号状态,并将此状态,读入到输入映象寄存器中。当然,在程序运行周期中这些信号状态是不会变化的,除非一个新的扫描周期的到来,并且原来端口信号状态已经改变,读到输入映象寄存器的信号状态才会发生变化。
(2)程序执行:程序执行阶段系统会对程序进行特定顺序的扫描,并且同时读入输入映像寄存区、输出映像寄存区的读取相关数据,在进行相关运算后,将运算结果存入输出映像寄存区供输出和下次运行使用。
(3)输出刷新阶段:在所指令执行完成后,输出映像寄存区的所有输出继电器的状态(接通/断开)在输出刷新阶段转存到输出锁存器中,通过特定方式输出,驱动外部负载。
PLC在Z3040摇臂钻床控制中的作用
1. 引言………………………………………………………………………………18
2. 方案认证
2.1 方案一:逻辑继电器制………………………………………………………19
2.2 方案二:PLC控制………………………………………………………………19
3. 硬件电路设计
3.1 方案一:逻辑继电器控制………………………………………………………21
3.1.1元器件明细表……………………………………………………………22
3.1.2电路的分析………………………………………………………………23
3.2 方案二:PLC控制………………………………………………………………26
3.2.1 PLC介绍…………………………………………………………………26
3.2.2三菱PLC指令系统………………………………………………………28
3.3.3 PLC选型…………………………………………………………………29
3.3.4 FX2N的基本性能…………………………………………………………29
3.3.5FX系列PLC性能比较……………………………………………………30
3.3 硬件介绍…………………………………………………………………………32
3.3.1 输入/输出信号…………………………………………………………32
3.3.2摇臂钻床PLC接线图………………………………………………………34
4.软件设计
4.1 PLC改造梯形图……………………………………………………………………35
4.2 指令表……………………………………………………………………………37
5. 软硬件系统的调试…………………………………………………………38
参考文献
1. 廖常初主编. PLC基础及应用 . 北京:机械工业出版社, 2004
2. 廖常初等.PLC的顺序控制编程方法.工业自动化,(香港),1997
3. 廖常初主编. PLC基础及应用.北京:机械工业出版社,2002
4. 廖常初.PLC梯形图的顺序控制设计法.电工技术杂志,2001
5. 求是科技编著 PLC应用开发技术与工程实践.电子工业出版社.2004
6.中华人民共和国国家标准 电气制图,北京:中国标准出版社,1987
7.余雷声主编,电气原理与PLC应用。北京:机械工业出版社,1996
8. 杨长能编著. 可编程控制器(PLC)例题习题与试验指导. 重庆:重庆大学出版社,1994
9. 沈任元 吴勇编著. 常用电子元器件简明手册. 北京:机械工业出版社,1997.3
10. 马西秦 许振中编著. 自动检测技术. 北京:机械工业出版社,2005.6



