


YY-242矩形齿花键轴数控加工工艺编制及程序编程
摘 要
作为专业人员应该拥有正确选用工艺来加工出零件要求的形状,量检具去控制加工尺寸等等,与之对应的是各个工序卡片和标准指导用书。既能编制各个内容的技术型文件指导生产,并且还能用所学知识和现场积累的经验,去解决实际生产环节中的每一个问题。机械制造就是运用所学的专业知识对零件的图纸进行详细分析,理解里面的技术要求,从而推导出毛坯的形状,根据生产批量的不同,毛坯制造运用对应的铸造方法。机加工制定合理的工艺规程设计,比如选用什么样的机床、刀具去加工出零件的形状,用什么样的量具去控制加工尺寸等等,与之对应的是各个工序卡片和标准指导用书。作为一名技术人员既能编制各个内容的技术型文件指导生产,并且还能用所学知识和现场积累的经验去解决实际生产环节中的问题。
本次的课题题目是对一个叫做矩形齿花键轴的零件进行工艺分析,运用所学的专业知识进行分析和设计。该课题主要涵盖以下内容:图纸分析,毛坯确定,工艺设备选择,量检具的合理运用,夹具设计,最后再对整个工艺规程设计进行一个梳理和总结,形成工艺设计说明书。
关键词:矩形齿花键轴;工艺设计;毛坯确定;夹具设计;说明书
目录
摘 要 1
Abstract 2
目录 3
绪论 5
第1章 图纸分析 6
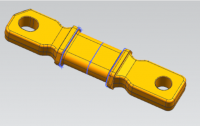
1.1 零件外形分析 6
1.2零件的技术分析 6
1.2.1从尺寸大小分析运用场合 6
1.2.2 关键特性尺寸的分析 7
1.2.3 粗糙度的分析 8
第2章毛坯的选择 9
2.1毛坯的确定 9
2.1.1毛坯生产类型 9
2.1.2各种铸造方式的优缺点 9
2.1.3矩形齿花键轴毛坯余量的确定 9
第3章工艺路线设计 11
3.1零件生产类型的确定 11
3.1.1生产类型的分类 11
3.1.2矩形齿花键轴零件生产类型的定性 11
3.2工艺路线 11
3.2.1定位基准 11
3.2.2不同的加工方法及其对应的粗糙度 12
3.2.3工艺路线流程图 12
第4章工艺装备的选择 14
4.1工艺设备的选型 14
4.1.1加工设备 14
4.1.2量检具 14
第5章 切削工时 16
5.1 粗车端面 16
5.2粗车Φ25、Φ36、Φ20的外圆 16
5.3精车Φ25、Φ36、Φ20外圆 17
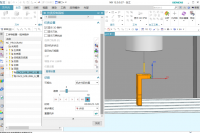
5.4 钻中心孔 18
5.5 铣宽度6mm的槽 19
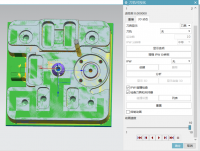
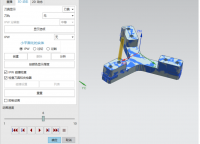
第6章UG三维建模及数控加工编程 20
6.1 UG三维软件的认识 20
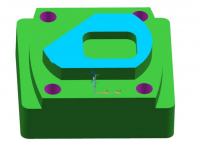
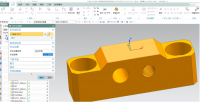
6.2零件三维模型建立 20
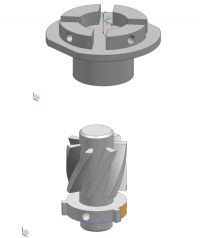
6.2.1细长轴建模步骤 20
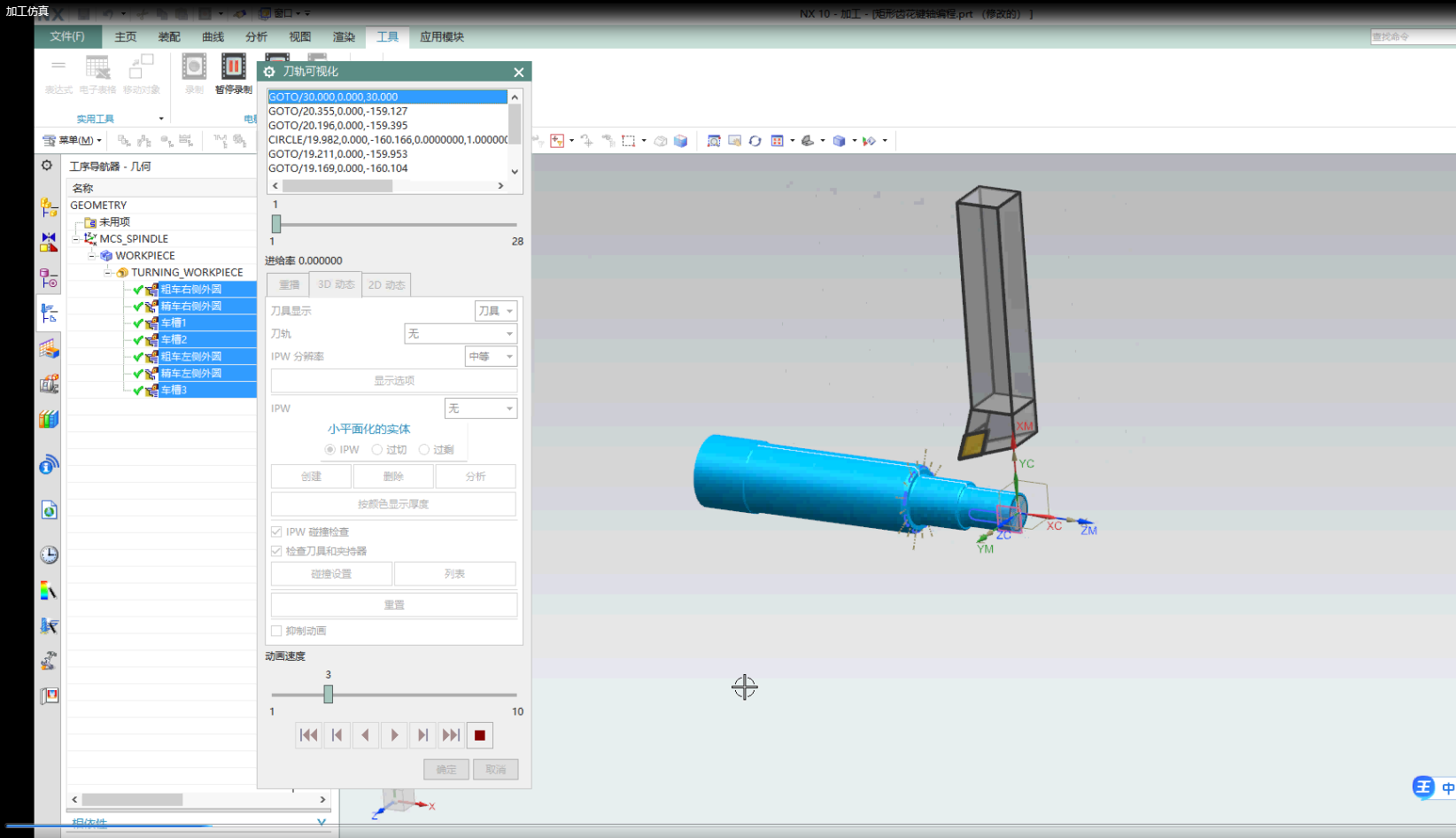
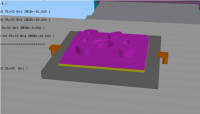
第7章UG三维数控加工编程 23
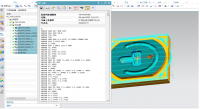
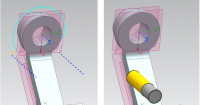
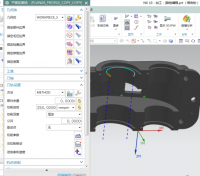
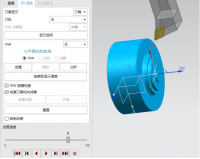
7.1粗车外圆 23
7.1.1 粗车外圆工序程序编制的目的 23
7.1粗车外圆工序程序编制的目的............................................................................31
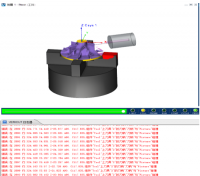
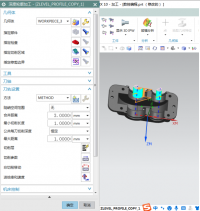
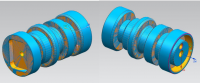
7.2精车外圆 31
结论 38
参考文献 39
致谢 40
附件..............................................................................................................................41
绪论
矩形齿花键轴类零件有一个特性就是回转体,对内孔的圆度和直线度要求还是比较严格的。内孔是用来装配轴承和轴的,主要是起到一个支撑的作用,还能起到传递扭矩的作用。矩形齿花键轴类零件广泛运用在各个行业当中的机器中,比如锻造设备,木器加工设备,机加工用到的机床,还有小汽车和卡车上面。运用的场合都基本相同,大小有所区别。
该课题拿矩形齿花键轴来进行研究,有一定的现实意义。首先它能让学生体会这个零件的运用场合以及怎样运动,能够达到一个什么样的效果,这个零件的整个加工过程。这都能激发学生的兴趣,一直研究下去,真正的理解机械结构件的作用。同时还能让学生知道这个零件怎么有一个毛坯到成品的加工过程,从而对工艺规程设计有一个更为深刻的理解和掌握。
通过本次的课题设计,应该对该零件的机械加工有一个清醒的认识和理解。再也不能趋向表面的认识了。机械加工的方向逐步向半自动化和自动化方向发展。特别是最近几年我国劳动力的人口老龄化越来越严重,再像以前那样通过增加工人的数量来增加产能,也就越来越制约发展了。最近国家提出的工业2.5,也为整个制造行业指明了方向。制造业的智能化发展离不开基础东西的,比如工艺路线,只有工艺路线正确了,后面的自动线才能变得有意义。这也离不开最基础的工艺。这次的课题对以后的工作有着深远的影响。
参考文献
[1] 马敏莉.机械制造工艺编制及实施.北京:清华大学出版社.2014
[2]李益民.机械制造工艺设计简明手册.哈尔滨:哈尔滨工业大学出版社,2002.
[3]赵永成.机械制造装备设计.北京:中国铁道出版社,2002.
[4]孙志礼,冷兴聚,魏延刚,曾海泉.机械设计.沈阳:东北大学出版社,2000.
[5]李柱,徐振高,蒋向前.互换性与测量技术.北京:高等教育出版社,2004.
[6]上海柴油机厂用以设备研究所.金属切削机床夹具设计手册.北京:机械工业出版社,1982.
[7]崔洪斌,王爱民.AutoCAD2007中文版实用教程.北京:人民邮电出版社,2006.
[8]耿洪滨,吴宜勇.新编工程材料.哈尔滨:哈尔滨工业大学出版社,2000.
[9]翟封祥,尹志华.材料成形工艺基础. 哈尔滨:哈尔滨工业大学出版社,2002.
[10]孙志孔,张义民.数控机床性能分析及可靠性设计技术. 北京:机械工业出版社,2011
[11]文怀兴,夏田.数控机床系统设计(第2版).北京:化学工业出版社,2011
[12]张亚力.数控铣床/加工中心编程与零件加工.北京:化学工业出版社,2011
[13]陈学翔.数控铣(中级)加工与实训.北京:机械工业出版社,2011
[14]肖军民.UG数控加工自动编程经典实例.北京:机械工业出版社,2011
[15]周晓红.数控铣削工艺与技能训练.北京:机械工业出版社,2011
[16]陈炳光,陈昆.模具数控加工及编程技术.北京:化学工业出版社,2011
[17]唐利平.数控车削加工技术.北京:机械工业出版社,2011
[18]朱勇.数控机床编程与加工.北京:中国人事出版社,2011
[19]T. H .C.Childs.etc.Metal Machining. London. ARNOLD. 2000.
[20] Harris.C.F.Handbook of Noise Control.New york:McGRAW-HILL Book Company,1979
[21] Span Michael R.Sr.design of flexible Manufacturing System.Computer in Industry,1993



