


LPC-315端盖板数控加工工艺编制及程序编程
摘 要:数控加工技术利用数字控制系统控制机床按照预定的程序进行自动化加工。数控机床包括数控铣床、车床、加工中心等各种类型。数控机床的产生来源于自动化的出现,数控机床就是在普通机床上运用集成模块进行数字代码控制,在数字代码的控制下准确的对该零件进行加工,不仅质量稳定而且加工精度高。
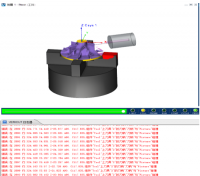
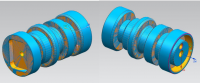
端盖板零件铣削工艺设计与编程,针对此零件进行图纸分析,观察零件的尺寸有没有漏标或者有没有模糊不清的尺寸,接着选用nx12对照所拥有的零件图做出零件三维模型,研究出对应的工艺需求方案,决定如何加工,包括选择适当的切削工具和切削参数,并了解该零件所需的加工精度等级。确定加工顺序,编写合理的刀路然后在进行仿真模拟加工。
关键词:数控机床;铣削工艺;编程;工艺方案;仿真模拟。
Programming and Programming of LPC-315 End Cover Plate CNC Processing Technology
Abstract: CNC machining technology utilizes digital control systems to control machine tools to perform automated machining according to predetermined procedures. CNC machine tools include various types such as CNC milling machines, lathes, and machining centers. The emergence of CNC machine tools comes from the emergence of automation. CNC machine tools use integrated modules for digital code control on ordinary machine tools, and accurately process the part under the control of digital code. This not only ensures stable quality but also high machining accuracy.
Design and program the milling process for the end cover plate parts, analyze the drawings for this part, observe whether there are missing labels or unclear dimensions, and then use nx12 to create a three-dimensional model of the part based on the part drawings. Study the corresponding process requirements, determine how to process, including selecting appropriate cutting tools and parameters, and understand the required machining accuracy level of the part. Determine the machining sequence, write a reasonable tool path, and then conduct simulation machining.
Keywords: CNC machine tool; Milling process; Programming; Process plan; analogue simulation.
目 录
第一章 引言 - 5 -
1.1数控编程加工的基本原理 - 6 -
1.2数控编程加工的流程 - 6 -
1.3数控编程加工的优势 - 6 -
1.4数控编程加工的应用 - 6 -
第二章 端盖板零件加工工艺分析 - 7 -
2.1零件图分析 - 7 -
2.2零件加工设计流程 - 9 -
2.3毛坯的选择 - 9 -
2.3.1毛坯材料分析 - 9 -
2.3.2毛坯的选择 - 10 -
2.3.3毛坯尺寸的确定 - 10 -
2.4拟定加工工艺路线 - 10 -
2.5选择工艺装备 - 11 -
2.5.1数控机床的选择 - 11 -
2.5.2夹具的选择 - 12 -
2.5.3刀具的选择 - 13 -
2.5.4量具的选用 - 16 -
2.6切削用量的选择 - 16 -
2.6.1主轴转速的确定 - 16 -
2.6.2确定进给速度 - 17 -
2.6.3背吃刀量的确定 - 17 -
第三章零件建模 - 18 -
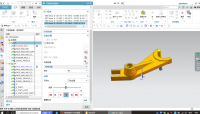
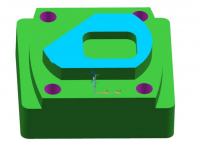
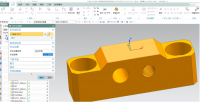
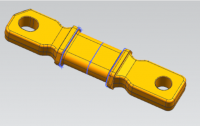
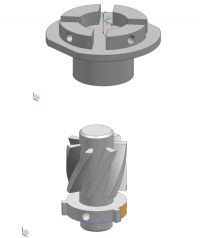
3.1端盖板建模 - 18 -
第四章 加工程序编制及数控加工 - 23 -
4.1数控编程的分类 - 23 -
4.2数控编程 - 24 -
4.3设置加工环境 - 24 -
4.3.1创建刀具 - 25 -
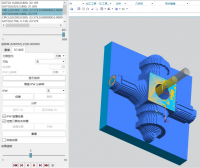
4.3.2创建几何体 - 25 -
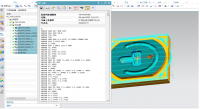
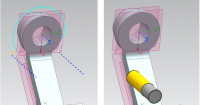
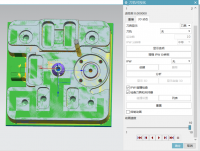
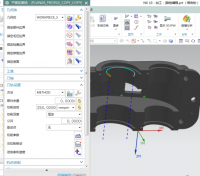
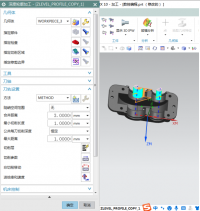
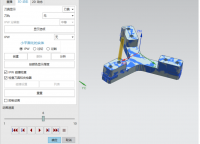
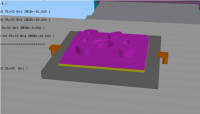
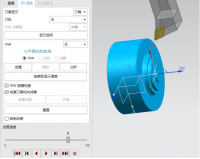
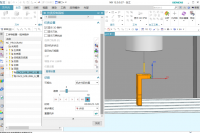
4.3.3创建加工工序 - 26 -
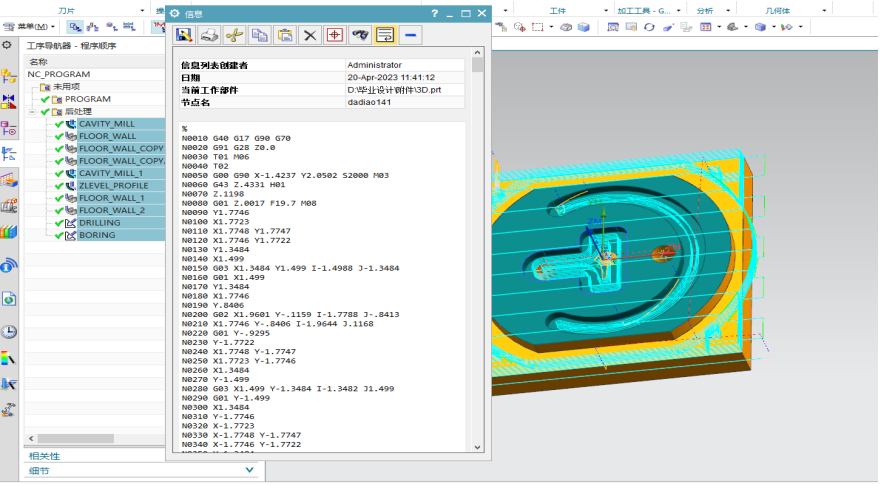
4.4 程序的后处理 - 39 -
总结 - 40 -
参考文献 - 41 -
致谢 - 42 -
第一章 引言
数控编程加工是一项现代化的生产技术,是利用现代计算机及数控设备加工工件的过程。它的出现,使得传统加工方式得到了极大的提升,同时也满足了市场快速变化的需求。本文将主要从以下几个方面进行详细介绍:数控编程加工的基本原理、数控编程加工的流程、数控编程加工的优势以及数控编程加工的应用。
1.1数控编程加工的基本原理
数控编程加工是使用电脑软件编写程序,通过数控系统对机床进行自动化操作的一种加工技术。其通常都有一个数控系统,这个系统可以通过程序控制进行操作。在进行加工前,需要将设计好的图纸输入到计算机中,而计算机则会解析这些图纸,生成加工程序,最终控制数控中心加工出设计图纸所需的零件。
1.2数控编程加工的流程
数控编程加工的流程包括了几个关键步骤,如下:
1、设计零件:按照客户需求进行设计工作,需要根据设计需求合理地安排零件的形状、尺寸。
2.制作图纸:将设计好的零件进行图纸制作。这需要注意细节,防止因为图纸的不清晰,导致后续加工的失误。
3.编写加工程序:编写加工程序是根据设计好的图纸,编排加工路径、设定加工速度和进给速度等加工参数的过程。
4.导入程序:把检查过准确无误的数控加工程序导入到数控机床的系统当中。
5.启动加工:操作机床把零件加工出来。
1.3数控编程加工的优势
相比传统的机械加工,数控编程加工有下列优势:
1.准确性很高:数控机床的加工精度超级高,可以控制误差在微米级别的范围内,这是传统机械无法实现的。
2.生产效率高:相比传统加工方式,数控编程加工的效率会更高。因为数控机床具有自动化工作流程,不需要人工干预,不仅加班生产时间,而且恶劣环境下生产效率提高。
3.操作简单:数控机床可以通过预先编写好的程序来进行加工,不需要进行复杂的操作,只需要按照指定程序启动生产即可。
4.生产成本低:数控机床的成本会比传统机械以及人工操作要低得多。因为自动化生产能够减少人力成本以及磨损成本,不仅可以降低材料成本,也能增大产能。
1.4数控编程加工的应用
数控编程加工的应用十分广泛,例如:
1.汽车零件制造:数控编程加工可以用于汽车零件的制造,如引擎盖、车身结构等。
2.航空航天零件制造:广泛应用于制造如转子、涡轮机等部件。
3.机械设备制造:数控编程加工也应用在机械设备制造领域,如大型设备、装配机器人等。
4.电子设备制造:数控编程加工可以用于制造电子元件、半导体微芯片等。
参考文献
[1]杨莉.基于 UG 的航空薄壁件数控加工技术研究[J].西南交通大学,2016
[2]席萍.薄壁件铣削加工机理和与预测技术研究[J].长春工业大学,2015
[3]马海龙,段辉,汤爱君.薄壁零件切削变形的研究现状综述[J].机床与液压,2010,38(9):117-119
[4]刘鑫刚,王国军,陈雷等.铸态6061铝合金均匀化热处理工艺[J].材料热处理学报,2016,37(7):77-82
[5]赵锡龙,乔及森,陈剑虹.6061铝合金热变形行为的研究[J].热加工工艺,2009,38(2):10-12
[6]罗锡,王祥,乔平,王智峰 6061铝合金零件去应力工艺研究[J].机械研究与应用,2015(3):33-34
[7]Mostafa MANSOURINEJAD,Bahman MIRZAKHANI.冷加工和时效处理顺序对6061铝合金力学性能的影响[J].中国有色金属学报(英文版),2012,22(9):2072-2079
[8]王志刚,何宁,武凯等.薄壁零件加工变形分析及控制方案[J].中国机械工程,2002,13(2):114-117
[9]李亮,查文伟.薄壁零件高速铣削的振动问题分析[J].盐城工学院学报(自然科学版),2006,19(2):9-13
[10]孔啸,李铭,卞大超.铝合金薄壁零件切削加工变形控制技术[J].机械设计与制造,2010(2):246-248
[11]汪通悦,何宁,李亮.薄壁零件铣削加工的振动模型[J].机械工程学报,2007,43(8):22-25
[12]秦国华,吴竹溪,张卫红.薄壁件的装夹变形机理分析与控制技术[J].机械工程学报,2007,43(4):211-216
[13]姚荣庆.薄壁零件的加工方法[J].机床与液压,2007,35(8):250-253
[14]郭万泉,周立峰.数控车床加工工艺分析[J].科技创新与应用,2012(16):83-83.
[15]李瑞斌.数控车床加工工艺进给路线的研究[J].装备制造技术,2011(8):120-121.
[16]韦兰花,黄政魁.典型零件的数控车床加工工艺分析与设计[J].轻工科技,2009,25(9): 52-54.
[17]唐建文.数控机床加工工艺路线的研究[J].科技信息,2009(31):884-885.
[18]赵艺兵.数控车床加工工艺分析与设计[J].机械设计与制造工程,2007.36(11):39-41.



