




弹簧制作工序的电气控制设计
摘要:随着现代化工业的发展,弹簧的制作工序已经从传统手工制作演变为自动化流水线制作。通过气动回路与电气控制系统的相互配合便可以生产出高精度的弹簧。本次课题主要研究的是通过PLC控制电磁阀来实现气缸顺序伸缩从而完成将金属原料制作成弹簧并且能够通过触摸屏组态将数据反馈给操作工人的控制过程。同时还要对气动元件的选择,气动回路的绘制,以及电气控制部分的硬件选择、软件部分的设计、相关接线图的绘制进行相应的研究。
关键词:气动回路;PLC控制系统;触摸屏组态
Electrical control design of the production process of spring
Abstract:With the development of modern industry, the manufacturing process of spring has evolved from traditional handwork to automatic production line. The spring with high accuracy can be produced through the cooperation of pneumatic circuit and electric control system. The main purpose of this study is to realize the sequential expansion of the cylinder through the PLC control of the solenoid valve so that the metal material is made into a spring and the data can be fed to the operating workers through the touch screen configuration. At the same time, the selection of the pneumatic components, the drawing of the pneumatic circuit, the hardware selection of the electrical control part, the design of the software part and the drawing of the related wiring diagram should be studied accordingly.
Key words:Pneumatic circuit;PLC;Touch screen configuration
目录
1. 引言 1
1.1课题研究目的与意义 1
1.2国内外研究现状 1
1.3课题主要研究内容与技术方法 2
2弹簧制作工序硬件部分 2
2.1弹簧制作工序气动部分 2
2.1.1气动系统综述 2
2.1.2气动回路图的绘制 3
2.1.3气动元件的选择 5
2.2弹簧制作工序电气部分 9
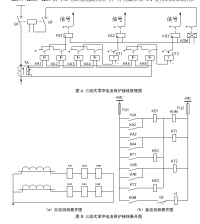
2.2.1继电接触器系统控制的介绍 9
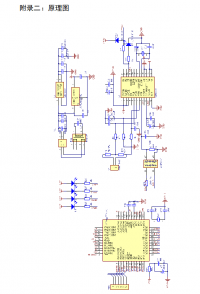
2.2.3继电接触器系统回路的绘制与电路原理 10
2.2.4其他元件的介绍与选用 12
2.2.5 PLC介绍与选型 13
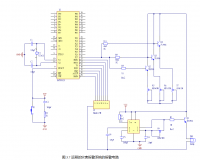
2.2.6 PLC硬件接线图的绘制 14
2.2.7 I/O分配表绘制 15
3弹簧制作工序软件部分 16
3.1流程图 16
3.2. 电磁阀动作顺序图 17
3.3 PLC 梯形图程序的编写与程序分析 18
4.弹簧制作工序触摸屏控制部分 23
4.1触摸屏组态的介绍 23
4.2触摸屏组态的动画设计 24
4.3触摸屏组态与PLC连接 25
5. 总结 27
6.参考文献 28
1.引言
1.1课题研究目的与意义
本次课题是研究弹簧制作工序的电气控制设计。弹簧是一种看似简单却十分重要的工件,人类对弹簧的使用最早可以追溯到我国东汉年间但是真正意义上的弹簧是十七世纪才问世的。目前的弹簧行业在整个制造业中虽然是一个小行业,但其所起到的作用不可低估。无论是大型的重工业还是小型的轻工业乃至日常生活用品都离不开弹簧的身影。 在自动化高度发达的现代社会,弹簧的制作工序也得到了飞速发展。在自动化生产线的支持下弹簧的质量越来越好生产效率也越来越高。气压传动技术在工序中充当物理输出的角色,它在各生产业中都占有一定的地位,低成本低故障率的优点也备受人们的喜爱。PLC在工序中充当大脑的角色,它对电磁阀发号施令确保气缸在正确的时间伸缩。触摸屏组态则是人机交互的媒介,它把气缸的动作转化为动画让人们更好的了解到生产线上的实时情况。
1.2国内外研究现状
目前的弹簧制作工序常用的是以下几种:1.用冷拔弹簧钢丝制造压缩螺旋弹簧 2.用冷拔弹簧钢丝制造拉伸螺旋弹簧3.用冷拔弹簧钢丝制造扭转螺旋弹簧 4.用退火状态供应的弹簧钢丝制造螺旋弹簧
其中第二种用冷拔弹簧钢丝制造拉伸螺旋弹簧的工序在国外已经有专门的自动卷簧机,对于一些典型钩环,可以在卷簧工序中一次完成。但国内尚未拥有这种机床。
第三种用冷拔弹簧钢丝制造扭转螺旋弹簧的工序在国外也有专门的自动卷簧机。目前国内只有直尾卷簧机,摆臂必须用专门的模具,在专门的工序上完成。
总体来说我国在这方面缺乏技术、人才、设备跟国外相比还有一定的差距。
1.3课题主要研究内容与技术方法
本次课题的主要研究内容是弹簧制作工序的电气控制设计。金属弹簧可利用金属线材按照工艺要求进行特定形状、尺寸和角度等的折弯完成。本课题中弹簧制作工序可通过继电-接触器系统和PLC控制气动机械完成工作实施。
控制要求如下:
1动作顺序:
(1).送入工件首端至止动气缸(行程110mm,出力20kgf)处-三个夹紧气缸(行程38mm,出力240kgf)依次伸出夹紧工件首中尾-切割气缸(行程35mm,出力250kgf)伸出-切割工件后切割气缸缩回-尾端夹紧气缸缩回-折弯气缸伸出(行程10mm,出力190kgf)折弯尾端-回转气缸(扭矩50kgf?cm)带动工件首端逆时针旋转180度-停留15秒-折弯气缸缩回-首中两个夹紧气缸缩回-止动气缸缩回-推料气缸(行程350mm,出力50kgf)伸出-推料气缸缩回-回转气缸复位-进入下一循环。
(2).各气缸可以通过按钮单独手动操作。
(3).对切割工件进行计数,切割满300个工件后等工作循环结束后自动停机并报警指示。
(4).气源压力为0.7MPa,电磁阀采用二位五通双电控。
参考文献
1.液压与气压传动/白柳 于军,主编-北京:机械工业出版社,2009,8
2.工厂电气控制设备/张晓娟,主编-北京:电子工业出版社,2012,6
3.气动与液压控制技术项目训练教程/张国军,王余扣,主编-北京:高等教育出版社,2015,3
4.气压传动与控制/曹玉平,阎祥安,主编-天津:天津大学出版社,2010,9
5.PLC应用技术/郭琼主编-2版-北京:机械工业出版社,2014,3
6. PLC编程与应用/何文雪,刘华波,吴贺荣,编著.-北京:机械工业出版社,2009,12
7.气动元件与系统/李新德-北京:中国电力出版社,2015,1
8.传感器技术及应用/樊尚春编著-3版-北京:北京航空航天大学出版社,2016,11
9. 可编程序控制器应用技术/赵春生主编-2版-北京:人们邮电出版社,2012,9
10.自动检测与转换技术/梁森,王侃夫,黄杭美,编著-3版-北京:机械工业出版社,2013,1



