





















基于PLC控制的加热炉温度控制系统设计
摘要:可编程控制器是一种应用很广泛的自动控制装置,它将传统的继电器控制技术,计算机技术,通讯技术融为一体,具有控制力强、操作灵活方便、可靠性高、适宜长期连续工作的特点,非常适合温度控制的要求。
先从课题研究背景说起,通过几个温控系统简单介绍了国内外发展现状。然后主要通过对系统的总体方案设计,硬件的选择、设计、使用,软件程序的思路、流程图、编写等方面详细介绍了各个模块的原理、设计和使用,并对程序中所使用的控制算法进行详细的介绍。实验证明,以PLC作为控制核心,在通过PLC编程控制温度对象,这种设计方式可以方便快捷的设计出符合要求的温度控制系统。通过本设计可以熟悉并掌握西门子S7-200PLC的原理与功能及它的编程语言,以自动控制理论为指导思想,解决工业生产及生活中温度控制问题。
随着PLC功能的扩充,在许多PLC控制器中都扩充了PID控制功能,因此在逻辑控制与PID控制混合的应用场所中采用PLC控制是较为合理的,通过采用PLC来对它们进行控制不仅具有控制方便、简单和灵活性大的优先,而且可以大幅度提高被测温度的技术指标,从而能够大大提高产品的质量和数量。因此,PLC对温度的控制是一个工业生产中经常会遇到的控制问题。这也是本次毕业设计所重点研究的内容。
温度控制系统在国内各行业的应用虽然已经十分广泛,但从温度控制来讲,总体发展水平仍然不高,同日本、美国、德国等先进国家相比有着较大的差距。目前我国在这方面总体技术水平处于20实际50年代中后期水平,成熟产品主要以‘点位’控制及常规的PID控制为主。它只能适应一般的温度控制,难以控制滞后、复杂、时变温度系统。而适应于较高控制场合的智能化、自适应控制仪表,国内技术还不十分成熟,形成商品化并在仪表控制参数的自整定方面,国外已有较多的成熟产品。但由于国外技术保密及我国开发工作的滞后还没有开发出性能可靠的自整定软件,控制参数大多靠人工经验及现场调试确定。
关键字: S7-200PLC;EM235;温度控制系统
Heating furnace temperature control system based on PLC control design
Abstract:With the continuous development of the industrial automatization, people’s requirements for automatics become higher and higher. In recent years, rapid growing computer technology has been widely used, but in the meantime, traditional industrial control software has critical shortcomings such as long development cycle, low reusability, high price and costly modifications. As more and more automatic equipments are applied and the requirements for industrial control software are higher and higher, the traditional industrial control software can not meet the demand of consumers any more. How to design a flexible and effective automatic control system speedily and conveniently by using industrial control software has become a very important task. PLC (programmable logic controller) is a kind of wildly used automatic control device, and it combines traditional relay control technology, computer technique and communication technology, and it characterized by strong control ability, flexible operation, high reliability and suitable for continuous working. This thesis introduces the principles, design and application of each module from the selection, design, and application of hardware, and selection, compile of software in details. Experiments prove that use PLC as the control centre and control temperature object through programming by PLC, we can design desirable temperature control system conveniently and flexiblely.
With PLC function expansion, the expanded in many PLC controller PID control function, so the logical control and PID control using PLC control in the mixed application of places is relatively reasonable, by adopting PLC to control them not only has the priority control convenient, simple and flexible, and can greatly improve the technical index of the measured temperature, thus can greatly improve the quality and quantity of the product. Therefore, PLC control of the temperature control is an industrial production often encountered problems. This is also the important research content of graduation design. Though the application of temperature control system in domestic industry has been very widely, but as for the temperature control, the overall development level is not high, compared with advanced countries such as Japan, the United States, Germany has a larger gap. At present, China's overall technological level in this field in the 20th century 50 s level, mature products mainly to "point" control and conventional PID control. It can only adapt to the general temperature control, difficult to control temperature lag, complex, time-varying system. And adapted to the higher occasions of intelligent control, adaptive control instrument, domestic technology is not very mature, the formation of commercialization and in terms of instrument control parameter self-tuning, has been more mature products abroad. But as a result of foreign technology secret and the lag of development work in our country has not developed the reliable performance of self-tuning software, mostly by artificial experience and site construction debugging control parameters.
Key words: S7-200PLC; EM235; temperature control system.
目录
第一章 引言 1
1.1系统设计背景 1
1.2系统工作原理 1
1.3系统设计目标及技术要求 2
1.4技术综述 2
第二章 系统设计 3
2.1 PID控制器基本概念 3
2.2 闭环控制系统特点 4
2.3 PID控制器的参数整定 5
2.4 PID控制器的主要优点 5
2.5 PID控制器的选取 6
2.6 PID参数的设定 7
2.7采样信号和控制量分析 7
2.8系统组成 9
第三章 硬件设计 10
3.1 PLC的基本概念 10
3.2模块式PLC的基本结构 10
3.3 PLC的特点 11
3.4 PLC的循环处理过程 13
3.5用户程序的执行过程 15
3.6 S7-200简介 15
3.7数字量输入模块 16
3.8 数字量输出模块 16
3.9数字量输入/输出模块 16
3.9.1模拟量输入模块 16
3.9.2模拟量输出模块 17
3.9.3温度传感器 17
3.9.4 热电偶 18
3.9.5热电阻 19
3.9.6固态继电器 19
3.9.7 固态继电器的组成 19
3.9.8 固态继电器的优缺点 20
3.9.9固态继电器的缺点 20
第四章 软件设计 21
4.1系统设计软件 21
4.2方案设计思路 21
4.3主程序部分 24
4.4标度变换子程序 27
4.5显示模块子程序 30
4.6 PID初始化子程序及中断程序 35
第五章 总结 43
致谢 44
参考文献 45
一、选题简介、意义
实验是教学活动中一个必不可少的过程,很多学习科目都是以实验课程为基础的,尤其是对于一些实践性较强的学科,例如物理、化学、计算机组成结构、网络控制、PLC等等,实验对于培养学生的实际操作能力和解决问题的能力是至关重要的,学生的大部分实践能力都是通过实验得到的。
我对PLC控制十分感兴趣,因此想通过S7-200PLC的控制实现课本与实际的操作的实验,从而使我对PLC控制这项技术有更深刻的认识。
二、题综述(课题研究,主要研究的内容,要解决的问题,预期目标,研究步骤、方法及措施等)
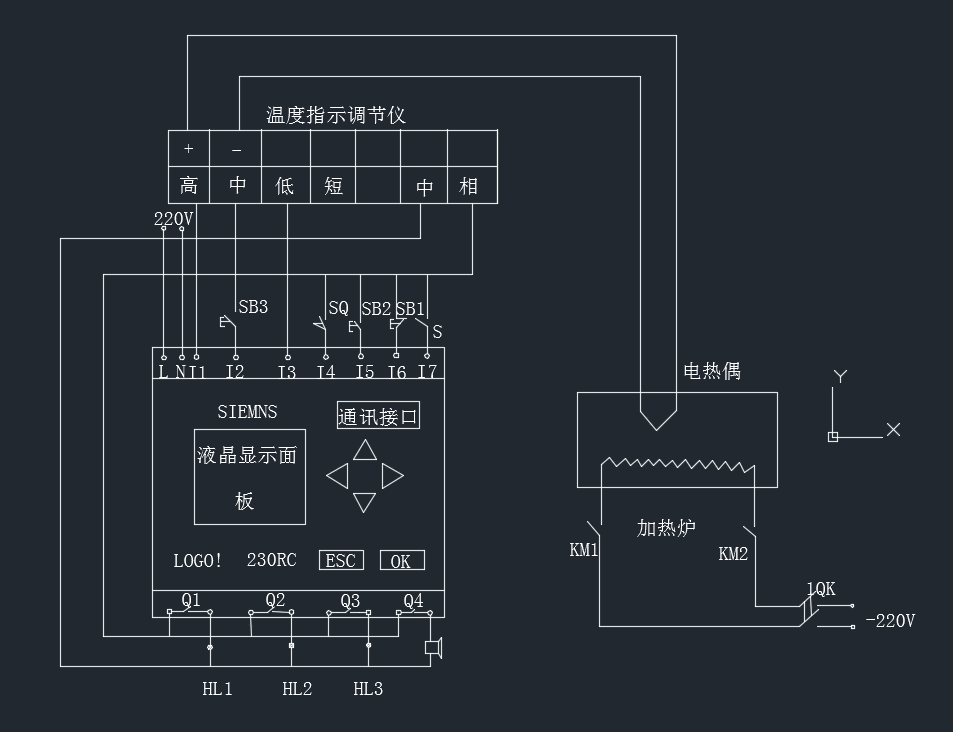
加热炉温度控制实现过程是:首先温度传感器将加热炉的温度转化为电压信号,PLC主控系统内部的A/D将送进来的电压信号转化为西门子S7-200PLC可识别的数字量,然后 PLC将系统给定的温度值与反馈回来的温度值进行比较并经过PID运算处理后,给固态继电器输入端一个控制信号控制固态继电器的输出端导通与否从而使加热炉开始加热或停止加热。既加热炉温度控制得到实现。其中PLC主控系统为加热炉温度控制系统的核心部分起着重要作用。
温度控制系统大致可分别用3种方式实现,一种是用仪器仪表来控制温度,这种方法控制的精度不高。另一种是基于单片机进行PID控制,然而单片机控制的DDC 系统软硬件设计较为复杂, 特别是涉及到逻辑控制方面更不是其长处, 而PLC 在这方面却是公认的最佳选择。随着PLC功能的扩充在许多PLC 控制器中都扩充了PID控制功能。因此本设计选用西门子S7-200PLC来控制加热炉的温度。
三、设计(论文)体系、结构(大纲)
通过本设计可以熟悉并掌握西门子S7-200PLC的原理与功能以及它的编程语言,以自动控制理论为指导思想,解决工业生产及生活中温度控制的问题。
加热炉温度控制实现过程是:首先温度传感器将加热炉的温度转化为电压信号,PLC主控系统内部的A/D将送进来的电压信号转化为西门子S7-200PLC可识别的数字量,然后 PLC将系统给定的温度值与反馈回来的温度值进行比较并经过PID运算处理后,给固态继电器输入端一个控制信号控制固态继电器的输出端导通与否从而使加热炉开始加热或停止加热。既加热炉温度控制得到实现。其中PLC主控系统为加热炉温度控制系统的核心部分起着重要作用。
目前,国外温度控制系统及仪表正朝着高精度智能化、小型化等方面快速发展。 温度控制系统在国内各行各业的应用虽然已经十分广泛,但从国内生产的温度控制器来讲,总体发展水平仍然不高,同国外的日本、美国、德国等先进国家相比,仍然有着较大的差距。目前,我国在这方面总体技术水平处于20世纪80年代中后期水平。成熟产品主要以“点位”控制及常规的PID控制器为主,它只能适应一般温度系统控制,难于控制滞后复杂时变温度系统控制,而且适应于较高控制场合的智能化、自适应控制仪表国内技术还不十分成熟,形成商品化并广泛应用的控制仪表较少。现在,我国在温度等控制仪表业与国外还有着一定的差距。
温度控制系统大致可分别用3种方式实现,一种是用仪器仪表来控制温度,这种方法控制的精度不高。另一种是基于单片机进行PID控制,然而单片机控制的DDC 系统软硬件设计较为复杂, 特别是涉及到逻辑控制方面更不是其长处, 而PLC 在这方面却是公认的最佳选择。随着PLC功能的扩充在许多PLC 控制器中都扩充了PID控制功能。因此本设计选用西门子S7-200PLC来控制加热炉的温度。
参考文献
[1]廖常初.S7-200PLC编程及应用[M].北京:机械工业出版社.2006.
[2]吴中俊,黄永红.可编程序控制器原理及应用[M]. 北京:机械工业出版社.2004.
[3]王永华.现代电气控制及PLC应用技术[M].北京:北京航空航天大学出版社.2008.
[4]马秀坤,史云涛,马学军.S7-200PLC与数字调速系统的原理及应用[M].北京:国防工业出版社,2009.
[5]陈伯时.电力系统自动控制系统[M].北京:机械工业出版社.2003.
[6]张志杰.加热炉控制系统的优化设计与应用[J].工业炉.2000,22(3):26~27. [7]王浩宇,张云生,张果.管式加热炉PID算法改进及其在虚拟仪器中的应用[J].自动化仪表,30(4):51~54
[8]楼顺天,姚若玉,沈俊霞.MATLAB7程序设计语言[M].西安电子科技大学出版社.2008.
[9]黄友锐,曲立国.PID控制器参数整定与实现[M].科学出版社.2010.
[10]卢京潮.自动化控制原理[M].西北工业大学出版社.2009.
[11]周美兰,周封,王岳宇.PLC电气控制与组态设计[M].科学出版社.2009.




