





















基于三菱FX2N PLC控制物料输送系统的设计.
摘 要
物料输送系统的工作环境通常比较恶劣,设备所处环境一般粉尘较大,空气相对湿度高,操作分散,所以对输送控制系统工作的安全性、可靠性、维护简便性要求较高。以前,电器控制系统中大多使用分立的继电器,接触器等电器元件作为控制元件,其控制系统复杂,操作难度大,并且安装接线工作量大、修改控制策略难,维护量大,严重影响了正常生产。因此,物料输送控制系统成了制约生产的瓶颈。而采用可靠性较高的PLC控制系统作为数据采集、控制回路、自动顺序操作和运算的主要设备。实现包装系统的皮带过程控制和输送工艺流程的实时监测、自动控制和系统运行诊断,满足了系统可靠性、稳定性和实时性的要求。
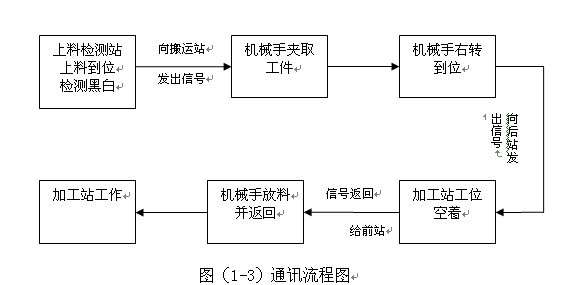
PLC(可编程序控制器)是专门为工业控制设计的通用自动控制装置,将计算机技术、自动控制技术和通讯技术融为一体,成为实现车间、工厂自动化的核心设备。该物料输送装置是由三个独立的功能站相互连接而成:上料检测站;搬运站;加工站。为保证各站集成为系统后能协调工作,必须通过I/O或串行通信方式将各站的PLC连成在一起是独立的各站间能交换信息。
关键词:物料输送 PLC控制系统
机电一体化及自动控制技术是融机械、电气、电子及计算机等技术于一体的综合技术,在这种技术中,不同领域和层次的知识与能力融会在一起。而这套模块化生产系统设备,正是融合机电一体化及自动控制技术为一体的系统。
在该套系统中采用的元气件虽然是工业用的,但是,在设计这些元气件时已经充分地考虑到了拆装的方便性。所以能够较容易地把建好的系统重新拆开,然后再组装起来,而且还可以通过增减器件来对系统的培植进行重构。在设计该系统时,根据其硬件结构与软件系统的开放性和兼容性,使得组成该系统的设备不仅能够与当今其他设备相组合和匹配,而且还具有进一步开发的可能性,为将来技术更新留有余地。系统被设计成具有模块化的特点,也就是系统中的每个功能都能独立运行,重要的功能部件是分布式控制的,并通过站间的通讯把三站连成一体,使其协调动作完整运行。
该套模块化生产系统需要完成整体构思、设计直至安装、编程、调试这一系列过程,除了运用到有关专业知识和技能外,还包括独立工作能力、决策和判断能力在内的个人能力,以及包括协作能力、交往能力以及强烈的责任心在内的社会能力。
目 录
引言………………………………………………………………………………………………………23
第1章概述……………………………………………………………………………………………24
1.1 物料输送装置的简介…………………………………………………………………………24
1.2 物料输送装置站间通讯简介…………………………………………………………………25
1.3 工业指标…………………………………………………………………………………………26
第2章 可编程控制器的简介………………………………………………………………26
2.1 可编程控制器的结构……………………………………………………………………………27
2.2 可编程控制器的特点…………………………………………………………………………27
2.3 可编程控制器的应用……………………………………………………………………28
2.4 可编程控制器的工作原理………………………………………………………………………29
2.5 可编程控制器的发展趋势………………………………………………………………29
2.6 三菱PLC FX2N型号简介 …………………………………………………………………30
第3章 物料输送装置各站的工艺流程………………………………………………30
3.1 上料检测站介绍…………………………………………………………………………………30
3.1.1 控制面板…………………………………………………………………………………30
3.1.2 I/O分配………………………………………………………………………………… 31
3.1.3 本站编程流程框图……………………………………………………………………31
3.1.4 本站主要工作流程…………………………………………………………………………32
3.2 搬运站介绍…………………………………………………………………………………………32
3.2.1 控制面板……………………………………………………………………………………32
3.2.2 I/O分配………………………………………………………………………………………33
3.2.3 本站编程流程框图……………………………………………………………………34
3.2.4 本站主要工作流程……………………………………………………………………35
3.3 加工站介绍…………………………………………………………………………………………35
3.3.1 控制面板… ………………………………………………………………………………35
3.3.2 I/O分配……………………………………………………………………………………35
3.3.3 本站编程流程框图………………………………………………………………………36
3.3.4 本站主要工作流程………………………………………………………………………37
3.4 料输送装置的基本操作…………………………………………………………………… 38
第4章 物料输送装置通讯设计……………………………………………………………39
4.1 物料输送装置的站间通讯…………………………………………………………………39
4.2 通讯板的连接…………………………………………………………………………………41
4.3 通讯板的I/O口分配……………………………………………………………………… 42
第5章 物料输送装置软硬件调试………………………………………………………43
5.1各站单独工作软硬件调试………………………………………………………………43
5.2 单站调试遇到的问题及具体解决方法…………………………………………………43
5.3 三站连动调试过程…………………………………………………………………………44
5.4 三站连动调试遇到的问题及解决方法…………………………………………………44
5.5 PLC故障诊断……………………………………………………………………………44
第6章 连接表………………………………………………………………………………………49
结论…………………………………………………………………………49
致谢………………………………………………………………………………………49
参考文献………………………………………………………………………………………50
参考文献
[1] 许翏、王淑英主编. 电气控制与PLC应用。第3版.北京:机械工业出版社,2005
[2] 陈其纯主编. 可编程序控制器应用技术. 北京:高等教育出版社,20000
[3] 汪晓平等编著. PLC可编程控制器系统开发实例导航. 北京:人民邮电出版社.2004
[4] 王卫星等编著. 可编程控制器原理及应用. 北京:中国水利水电出版社,2002
[5] 廖常初主编. 可编程序控制器的编程方法与工程应用. 重庆大学出版社,2002
[6] 杜东、黄尚先编. PLC在准确系统中的应用. 北京:机械工业出版社,2000
[7] 王也房主编. 可编程控制器应用技术. 机械工业出版社,2002
[8] 王兆义主编. 小型可编程控制器实用技术. 机械工业出版社,2000
[9] 秦尼田.机械手PLC 控制系统设计.桂林航天工业高等专科学校学报.2005.3
[10] 刘一凡.实现顺序控制的PLC程序设计.肇庆学院学报.2001.2
[11] 李万军主编. 软PLC体系结构分析及工程应用.西安电子科技大学出版社 , 2007 .
[12] 骆智主编.可编程控制器(PLC)运行系统设计与实现.北方工业大学出版社 , 2004 .
[13] 黄江海主编. PLC软件集成开发平台的设计与实现.北方工业大学出版社 , 2004 .



