





















基于PLC伺服电机定位的工件处理系统设计
摘要:随着工业4.0的进展越来越多的工业生产离不开自动控制,PLC一定会被广泛用于工业控制中,也是未来工业发展的基础之一。本文旨在自动控制工件定位的智能化,即实现PLC精确控制工件定位。这样控制稳定,接线简单,控制成本大大降低。本文重点研究工件定位控制系统的设计及其合理性分析,以PLC为控制系统,分析现有的工件定位控制系统,硬件结构和控制原理,分析工件定位的本质,通过PLSY脉冲指令编制自动控制程序,然后选择各种硬件,最终完成了工件定位控制系统的设计。
关键词: 工件定位;PLC;脉冲;伺服电机
Workpiece processing system based on servo motor positioning
Abstract:With the progress of Industry 4.0, more and more industrial production is inseparable from automatic control, PLC will be widely used in industrial control, and it is also one of the foundations of future industrial development. The purpose of this paper is to automatically control the intelligent positioning of the workpiece, that is, to achieve precise control of the workpiece positioning by the PLC. This control is stable, the wiring is simple, and the control cost is greatly reduced. This paper focuses on the design and rationality analysis of the workpiece positioning control system, using PLC as the control system, analyzing the existing workpiece positioning control system, hardware structure and control principle, analyzing the nature of workpiece positioning, and programming the automatic control program through PLSY pulse command. Then select a variety of hardware, and finally completed the design of the workpiece positioning control system.
Keywords:Workpiece positioning;PLC;Pulse; servo motor
第1章 引言
1.1 研究背景及其意义
伺服系统通过控制伺服电机来控制物体。它不仅可以将电压信号精确的转化成转速、转矩来驱动被控物体。输入信号可以控制转子的转速而且反应速度非常快,充当自动控制系统中的执行器具有小的机电时间常数和高线性度。不会产生电磁干扰也不需要良好的环境,所以被广泛应用在一些普通的工业领域。给定输入值伺服系统使被控物体随着输入值的变化而改变其状态、位置以及方位。
随着社会的发展,工业生产也在不断的升级改造,为迎合工业4.0的到来,现在许多的产业都在进行自动化的升级,人力成本越来越低生产的效率在不断地提高着。生产过程的改造仿佛是逆水行舟,不进步就会被淘汰,以前老的生产工艺已经在逐渐的消失。工业生产的自动化过程离不开PLC。现在许多的自动化生产都要通过PLC来控制伺服电机来完成,就比如这几年发展起来的快递行业,每天都有许多的物流快递包裹,如果人工分拣不仅效率低而且成本也会很高,那么多的包裹货物堆放起来也会杂乱无章,但是建立自动化立体仓库,并却通过用PLC控制伺服电机运行的运货小车效率就会很高,而且容易操作,货物堆放位置简单明了提取时方便快捷。国内最近出了很多的化工厂生产事故,损失惨重人员伤亡也非常的大。因此生产过程的自动化显得尤为重要。伺服系统的特点是能根据给定值而快速的相响应,伺服控制系统可以随后控制或随后控制速度。位置作为后续控制系。伺服系统可以跟踪给定信号,即根据控制器发出的控制命令起作用,并产生足够的力或扭矩以实现驱动机器的所需速度和姿势。伺服控制可以对电机的转速进行控制,但在速度控制系统中,强调量是电动机的转速,更有效地实现了电力转换。现在大规模集成电路的制造、以及家用电器等高科技领域中有很广泛的应用 。并且在另一方面,高速数字信号处理芯片的发展也推动了伺服系统的发展.
1.2 国内外发展现状
1980年以后,随着逆变器的发展,永磁同步电机的构造也逐渐由直接启动转向了靠逆变器来提供电源,可以使其在大多数情况下阻尼绕组变得非常低接近忽略的值,一些外国的科研工作者转向使用逆变器来控制永磁同步电动机。在逆变器提供电源的情况下,会改变永磁同步电动机的原来的特性。
以前对永磁同步电动机的研究主要集中在由于条件约束而在固定频率下的电动机控制。主要研究内容是研究发动机发动机转速稳定性和性能变化的某些特性。当同步电动机启动时,它是首先向三相绕组施加能量以首先加速转子以产生磁场并使转子速度与输入电压的频率逐渐同步来加速电动机的同步旋转。
随着永磁同步电动机调速系统性能的要求越来越高,有必要开发一种更加高效的永磁同步电动机。力求快速动态性能和高性能速度控制系统。发起了现代永磁同步电动机的设计方法的倡议。但是国外许多的企业在这当面有着很深入的研究,然而在国内才刚刚开始研究该技术,要想打破国外的垄断还需要我们的不断努力。
1.3 课题要求
利用触摸屏、伺服电机、伺服驱动器和PLC设计一个工件处理系统,查询触摸屏、PLC、伺服电机、伺服驱动器等相关知识,完成的控制系统包含主要功能:
1.系统以接近开关作为原点,左右极限也是接近开关;无论设备处于何种工作状态,遇到左右极限时都必须停止且不可向超限的方向运行;
2.当工作台不在原点时(无论在原点左边还是右边),按下复位按钮,工作台回到原点;若在原点,则复位按钮无效;
3.假定滚珠丝杠的丝距5mm,工作台处于原点时,按下启动按钮,工作台以恒定速度向前(接近开关5的方向)运行40mm,然后再以恒定速度向前运行40mm,以此类推,走完160mm之后,停止3秒,然后快速返回原点;
4.按下停止按钮时,设备都停止在当前位置,并且必须要复位至原点,才能再次启动。
1.3.1定位方案
目前工件定位系统的控制方法繁多,可以用标准逻辑器件,可编程控制器PLC,单片机等方法来实现。本文简略介绍以下的三种:
1.传统工件定位。在可编程控制器尚未出现时,用继电器控制的方式在电气控制等方面都占据着主导地位,在工件定位上也不例外。传统继电器控制的工件定位应用了好多的时间继电器、中间继电器等等,而且容易出现故障占用的地方也很大,故障时检修困难,这就导致了工件定位不能长期工作在日晒雨淋的恶劣条件之下。由于其使用寿命短,维护成本高,现已趋近于淘汰。
2.基于单片机的工件定位。用单片机来控制工件定位也是一种常见的控制方法,他的优点是经济实惠,成本较低,专用性强。但用单片机制作的主控板受制于布局结构,期间质量等因素影响,导致其可靠性差,抗干扰能力弱,扩展能力不足,本文不采用此方法。
3.基于PLC的工件定位。PLC的控制系统结构简单,稳定性强,抗干扰能力强,可靠性高,不易出现故障且维修方便,适用于工件定位控制系统,其丰富的I/O口模块也易于设备的扩展与升级。美中不足的是它的成本也相对要高。本文采用PLC的控制系统。
目 录
第1章 引言 1
1.1 研究背景及其意义 1
1.2 国内外发展现状 1
1.3 课题要求 2
1.3.1定位方案 2
第2章 基于伺服电机定位的工件处理系统硬件设计 4
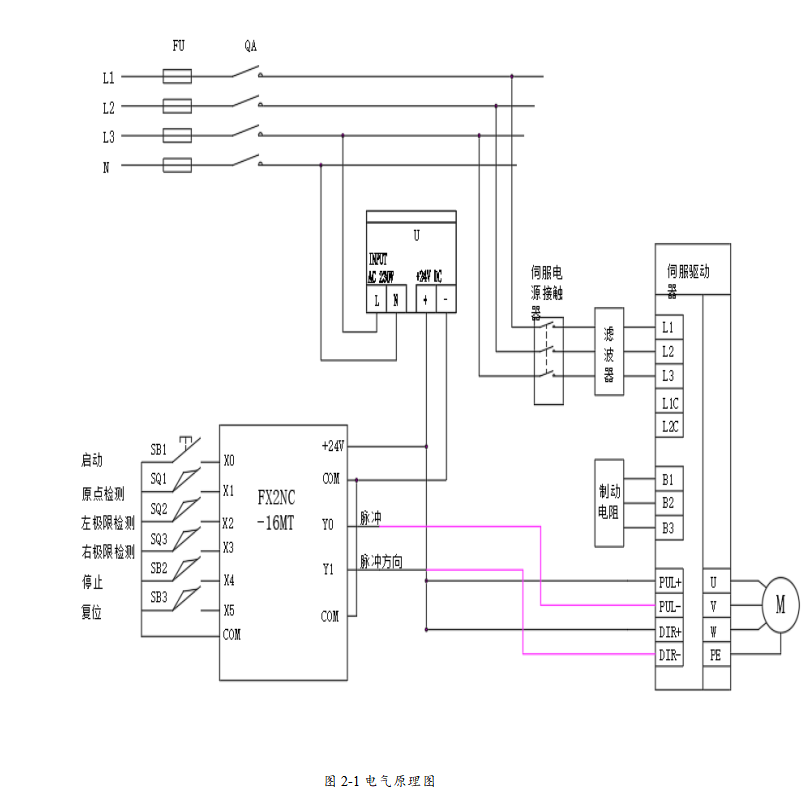
2.1 工件处理系统电气原理图 4
2.2 PLC的选型 4
2.2.1 PLC的简单介绍 4
2.2.2 基本结构 6
2.2.3 PLC的原理 7
2.2.4 PLC的选型 7
2.3 传感器的选择 8
2.4 交流接触器的选型 9
2.5 熔断器 10
2.6 热继电器的选型 11
2.7 伺服电机的选型 11
2.7.1伺服驱动器简介 13
2.7.2伺服电机选型 13
第3章 基于伺服电机定位的工件处理系统软件设计 14
3.1 系统的I/O口分布 14
3.2 梯形图编程设计 14
3.3 指令表程序设计 16
第4章 结论 19
致谢 20
参考文献 21
参考文献
1.王兆义,陈治川,陈勇根. 逻辑与可编程控制系统[M].上海大学出版社, 2003.6:42-43
2.王兆义.小型可编程控制器实用技术.机械工业出版社[M],1997.8:30-31
3. 郭纯生.可编程控制器编程实践与提高[M].北京:电子工业出版社,2006:6-7
4.孔祥冰.电气控制与PLC技术应用.中国电力出版社[M],2008.8:1-3
5. 张运波.工厂电气控制技术[M].北京:高等教育出版社,2001:19-20
6. 龚仲华.三菱FX/Q系列PLC的应用[M].北京:人民邮电出版社,2006:43-44
7. 洪清辉.基于PLC的智能红绿灯专家控制系统[J].漳州师范学院(自然科学版),2007.09:42-46
8. 刘洪涛.PLC应用开发从基础到实践[M].北京:电子工业出版社,2007:18-25
9. 漆汗宏.PLC电气控制技术.机械工业出版社[M],2006.12:8-9
10. 戴一平.可编程控制器技术[M].北京:机械工业出版社,2002:2-5



