






金属铆接工序的plc电气控制及触摸屏组态设计
摘要:在现代社会发展中,机械化和自动化的生产过程已经成为工业中一个重要的标志。铆接机的自动控制系统主要由气源、气缸、传感器、电磁阀、单向节流阀等元件组成,由PLC控制。铆接机的原理是PLC控制电磁阀,然后控制每个气缸使执行元件动作,传感器的作用是反馈信号,继而实现系统的自动控制。
关键字:气缸 电磁阀 PLC 铆接机
Electrical control design of metal riveting process
In the development of modern society, the mechanization and automation of the manufacturing industry is an important symbol. The control system of automatic riveting machine, mainly comprising a sensor, a gas cylinder, solenoid valve, and the one-way lvul V.alpha. It is controlled by PLC. The principle of the riveter for each cylinder, and the electromagnetic valve control means, and controls the operation of the components. The function of the sensor, so that the feedback signal, respectively, to realize the automatic control system.
1、引 言
铆接总共有液压铆接和气动铆接两种形式,铆接机的工作方式都是通过旋转使需要加工的工件成形。根据压缩空气所具有的特性和气动铆接的动力源是0.5bar的压缩空气,由此得到其有工作速度快频率高的优点,不过它的输出受压缩空气的输入影响。液压铆钉机是由高压油泵输出驱动,输出功率大,油液不可压缩,液压铆接输出稳定,然而,由于液压流体比压缩空气更具有流动性,其工作速度非常慢,其效率远低于气动铆接的效率。
本文采用气动铆接机,电气部分和气动部分构成了该系统,送件、取件、加工、固定等功能都可以通过该系统实现,由系统自动控制和运行。本课题利用电气部件和气动部件相结合,从而完成铆接过程中的自动控制。
一、选题简介、意义
随着国家经济建设的快速发展,对铆接技术的使用越来越多,铆接是千年前的一种古老连接方法,现已在航空航天、汽车制造、船舶及铁路上具有不可或缺的地位,铆接技术也得到了大量的运用。
铆接机,是在旋转方式下,使铆钉或其他需要铆接的零件成形。铆接按产量一般分为气动铆接和液压铆合。气动铆接由0.5bar压缩空气驱动,由于压缩空气的特性,所以工作速度快,工作频率高,但由于空气的压缩性,所以其输出受压缩空气的输入影响。液压铆钉机是由高压油泵输出驱动,输出功率大,油液不可压缩,液压铆接输出稳定,然而,由于液压流体比压缩空气更具有流动性,其工作速度非常慢,其效率远低于气动铆接的效率。
本文采用气动铆接机,铆接机的自动控制系统,可自动完成送料、取料、装配、固定及加工等功能。该系统由气动和电气两部分组成。系统采用气动元件和电气元件,实现铆接过程自动控制系统的机械化和自动化。
二、课题综述(课题研究,主要研究的内容,要解决的问题,预期目标,研究步骤、方法及措施等)
(一)主要内容:
本课题引用气动旋铆机通过PLC控制与其他气动机械配合完成自动化工作过程。(二)拟解决的主要问题:
1气路部分系统的总体结构设计;
2.电气部分系统的硬件构成设计;
3.电路控制系统的软件设计;
4.顺序流程图;
5.PLC控制梯形图.
(三)预期目标:
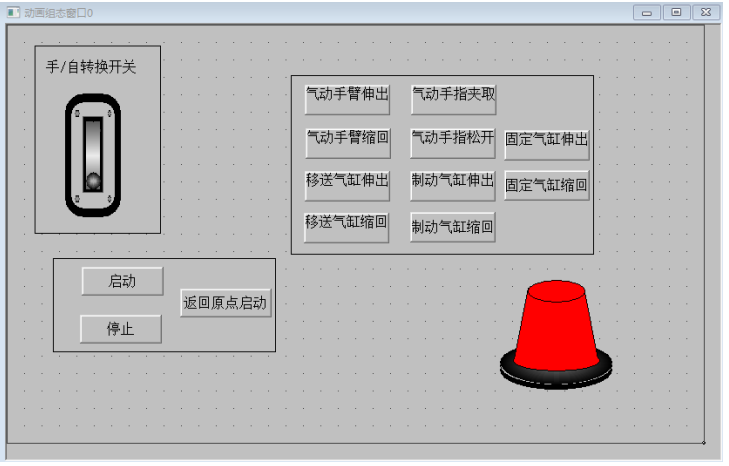
旋铆机自动控制系统由气缸、电磁阀和PLC等组成。通过PLC控制电磁阀、旋铆机,电磁阀控制气缸,传感器反馈信号,实现系统的自动控制。气动旋铆机自动控制系统能自动完成供料、取料、装配、固定及加工的功能。
(四)研究步骤
本课题的工作步骤分为四个阶段:
第一阶段:查阅文献,市场调研、收集资料、确定课题方案,完成开题报告;
第二阶段:完成系统构架,进行结构设计、完成软硬件设计;
第三阶段:根据顺序流程图画出PLC控制梯形图
第四阶段:整理技术资料,完成毕业设计论文及答辩。
(五)工作方法及措施:
工作方法:本课题主要采用实验法。
措施:基于液压与气动实验课上所获得的实践经验,在教师指导下,以所学的液压与气动相关知识和PLC的控制原理为基础,设计实现旋铆机自动控制系统的机械化和自动化过程。
三、设计(论文)体系、结构(大纲)
1.引言
2.气动部分
2.1气动系统综述
2.2执行元件
2.3控制元件
2.4辅助元件
2.5气路硬件选用明细表
3.电气部分
3.1电气部分系统综述
3.2硬件部分
3.2.1电气系统总框图
3.2.2硬件选用明细表
3.3软件部分
3.3.1 PLC的I/0配置
3.3.1.1电气原理图
3.3.1.2布置图
3.3.1.3接线图
3.3.2顺序流程图
3.3.3梯形图
4.结束语
5.参考文献
参考文献
1.《气压传动与控制》/曹玉平、阎祥安主编.天津:天津大学出版社,2010.9
2.《气动元件与系统识图》/董林福、赵艳春、刘希敏等主编.哈尔滨:哈尔滨工业大学出版社, 2009.7
3.《PLC应用技术》/郭琼.北京:机械工业出版社,2009,6
4.《液压与气压传动(第2版)》/白柳、于军主编.北京:机械工业出版社,2017.8
5. 三菱微型可程序设计控制器(FX2N系列)使用手册.
6.《电气控制与可程序设计控制器技术》/史国生主编.北京:化学工业出版社,2004
7.《高等学校毕业设计(论文)指导教程》/华莹,董婷./电气工程类专业[M]北京:中国水利水电出版社,2015,
8.《简明机械设计手册》/孔凌嘉主编-北京:北京理工大学出版社,2008,2
9.《机械制造工艺与装备》-孔英达主编/北京:机械工业出版社,2011,9
10.《实用机械制造工艺设计手册》/王凡主编-北京:机械工业出版社,2008,5



