





















基于PLC的T68卧式铣镗床HMI人机界面的电气控制系统设计
摘要:T68卧室铣镗床是一种常见的车床加工设备,它是通过电机为驱动动力实现转动的技术装置,铣镗床在现实使用中非常普遍,几乎涉及到各种机械加工零件,传统的T68卧室铣镗床已经不能满足现在技术化的时代了,控制模式单一、效率低下与精密程度的偏差,已经造成很多加工零部不能满足实际客户的需求,因此通过加入可编程逻辑控制这种结构,是实现编程逻辑控制,简化控制电路,方便工人的操作,通过加入HMI人机界面实现可视化的操作,精确的伺服电机代替传统的异步电动机,实现精确的控制,提高加工零件的效率与精密度。所以本系统中的电气设计部分是对原有控制结构的升级与改造,同时加入了创新的技术为新的性能为保证。
关键词:T68卧室铣镗床;精确控制;伺服电机;HMI人机界面;
Design of Electrical Control System for T68 Horizontal Milling and Boring Machine Based on PLC
Abstract: T68 bedroom milling and boring machine is a common lathe processing equipment. It is a technical device that rotates by motor driving power. Milling and boring machine is very common in practical use. It almost involves all kinds of machined parts. The traditional T68 bedroom milling and boring machine can not meet the technical era now. The deviation of control mode is single, inefficiency and precision degree has been built. Many processing parts can not meet the needs of actual customers, so by adding the structure of programmable logic control, we can realize the programmable logic control, simplify the control circuit and facilitate the operation of workers. By adding HMI man-machine interface, we can realize the visual operation. Accurate servo motor replaces traditional asynchronous motor to achieve accurate control and improve the efficiency and efficiency of processing parts. Precision. Therefore, the electrical design part of the system is to upgrade and transform the original control structure, while adding innovative technology to ensure the new performance.
Key words: T68 bedroom milling and boring machine; precise control; servo motor; HMI man-machine interface.
第1章 引言
1.1课题简介与意义
镗床与铣床是加工厂房最常见的加工设备,无论何种设备都会需要零件,而零件的加工成型则需要这些机加工设备及进行加工制作。在铣镗床应用方面,T68卧室铣镗床是应用最为普遍的一种,早期的机加工车床都是普通的三相异步电动机进行驱动,速度的控制也只是通过简化版的电机调速器进行控制。电机在执行动作时候,需要逻辑电路控制主电路电机进行逻辑正反转动作。在工业技术比较发达的国家与地区,所有高精度的零件加工都离不开精密的车床工艺。T68卧室铣镗床是目前所有铣床种类中应用最频繁的一种,但是由于相对落后的生产工艺与对成本的控制,造成了很多企业所使用的铣镗床依然停留在过去老旧的技术层面,依然用精度差的普通电机进行加工操作,控制系统仅仅是普通按键式按钮进行点动控制,对操作人员带来操作上的疲劳感。随着工业技术的快速发展,过去老旧的铣镗床电气控制系统已经不适应现在模块化,智能化的电气控制方式,老旧的电气控制方式一旦设备出现问题,维修人员就会花费大量的时间进行查找线路,更为棘手的是由于铣镗床这类设备在实际使用的环境中,油污与铁屑会将线路标识模糊掉,造成线路故障,所以优化线路,减少接线也是新式铣镗床电气控制部分的一个重要环节。在改进后的
铣镗床设备中,提高加工精度与效率也是重点,所以通过精度更高的步进电机与伺服电机开始取代普通异步电动机进行驱动主轴与给进轴加工。
目前铣镗床的控制技术主要是沿用上个实际的九十年代的技术,在整个电气控制系统中,中间继电器、接触器、时间继电器、大量的电线充满了整个电气控制柜,虽然很多企业已经针对这类车床设备进行升级改造,但是与国外的发达国家相比依然有很大的差距,与这些技术相对雄厚的车床公司相比,我国目前的铣镗床类设备还存在精度差,可靠性能偏低的缺点,因此提高整个控制系统的稳定性,增加加工精度是目前主要的解决问题。
本系统用PLC编程技术代替复杂的继电器逻辑控制技术,简化外部接线,同时提高逻辑控制可靠性,代替继电器触点吸合造成的噪音与缓慢的响应时间。为了简化操控界面,使用触摸屏画面中的虚拟按钮代替常规的按钮控制方式,同时可以在触摸屏中显示整个控制系统的运行状态与实时报警信息。工件的加工精度则通过使用伺服电机的控制进行保证,伺服电机通过PLC控制其脉冲数与方向信号精确控制加工的精度,同时伺服的电机的点动控制与绝对值的控制参数都可以通过触摸屏进行设置,所以整体的控制方式有了很大的改善。
1.2国内外铣镗床发展现状与趋势
铣镗床技术产生与军工制造业的发展崛起,精密的零部家加工离不开铣镗床的加工制作,随着时间的发展,对铣镗床的升级改造技术也从未停止过,在上个世纪九十年代初,我国车床技术进入发展轨道,很多配套的设备相继建立起来,铣镗床的制作也逐步发展运作起来。在国产车床行业中,中等技术水平的铣镗床设备在发展过程中具有很大的竞争优势,但是相对高精度的自动铣镗床技术对比国外一些老牌技术厂家仍然有一定的技术差距。
随着科学技术的快速发展进步,车床加工控制也随着时代的潮流被带进改革升级的过程中,尤其是在控制过程中,更先进、更高效、更智能化的控制目标被应用在各个行业中。传统的控制模式对产能的提升格格不入,可编程逻辑控制的介入让控制过程简单方便化。欧美发达国家已经率先针对车床加工类行业进行可编程式的升级改造,智能化的操作与结构化的组装与设备的可视化是我国未来发展的重要方向。T68卧式铣镗床的从普通的机床设备一步一步的发展演化而来,T68铣镗床在工业加工过程中应用多,是目前常规零部件加工的主要设备,给机械制造行业的产品机构提供良好的加工技术,但是T68铣镗床的电气控制都是通过普通的逻辑电路进行控制,这种控制技术是需要很多的中间继电器、定时器、接触器相互配合下才可以完整运行,所以整台设备的电路部分就会变得庞大与复杂,一旦出现线路故障,整台设备将不能控制,复杂的线路控制也会影响维修人员进行检修,老式的T68铣镗床加工精度一般停留在毫米的误差,目前已经远远不能满足实际的生产需求。衡量一个国家的工业技术水平,首先要看国家的车床技术类的先进精确程度,优良的加工设备才能加工出优良的零部件。一个完整的铣镗床的发展从最初的机械部分、电机操作部分,再到现在液压与伺服精确控制部分,每个环节都是逐渐升级改造而来,随着技术的改进,像电气控制论,计算机技术等先进的控制技术的添加让原本笨拙的车床控制技术变得智能化,合理化。
在工业环境中,尤其在加工与组装设备行业中,可编程逻辑控制器应用广泛,无论是西门子的技术还是三菱的技术,都是以逻辑可操作性为研究方向,以自动操作与精密加工为目的。可编程逻辑控制器的发展技术将传统的很多需要人工操作的环节简化掉,取而代之的是自动逻辑控制与可视化的智能操作。在车床加工类的行业中,高精度的操作控制离不开伺服与步进技术的发展,而逻辑控制器又是控制伺服与步进技术的控制中心,在目前各种机械加工与生产环节中应用广泛,在工业嘈杂与干扰的环境下,编可程逻辑控制器可以稳定的运行控制整台设备与系统非常适用于机加工类行业的发展,所以越来越多的车床加工采用可编程逻辑控制器进行控制设备运行。
一、选题简介、意义
镗床与铣床是加工厂房最常见的加工设备,无论何种设备都会需要零件,而零件的加工成型则需要这些机加工设备及进行加工制作。在铣镗床应用方面,T68卧室铣镗床是应用最为普遍的一种,早期的机加工车床都是普通的三相异步电动机进行驱动,速度的控制也只是通过简化版的电机调速器进行控制。电机在执行动作时候,需要逻辑电路控制主电路电机进行逻辑正反转动作。在工业技术比较发达的国家与地区,所有高精度的零件加工都离不开精密的车床工艺。T68卧室铣镗床是目前所有铣床种类中应用最频繁的一种,但是由于相对落后的生产工艺与对成本的控制,造成了很多企业所使用的铣镗床依然停留在过去老旧的技术层面,依然用精度差的普通电机进行加工操作,控制系统仅仅是普通按键式按钮进行点动控制,对操作人员带来操作上的疲劳感。随着工业技术的快速发展,过去老旧的铣镗床电气控制系统已经不适应现在模块化,智能化的电气控制方式,老旧的电气控制方式一旦设备出现问题,维修人员就会花费大量的时间进行查找线路,更为棘手的是由于铣镗床这类设备在实际使用的环境中,油污与铁屑会将线路标识模糊掉,造成线路故障,所以优化线路,减少接线也是新式铣镗床电气控制部分的一个重要环节。在改进后的铣镗床设备中,提高加工精度与效率也是重点,所以通过精度更高的步进电机与伺服电机开始取代普通异步电动机进行驱动主轴与给进轴加工。
目前铣镗床的控制技术主要是沿用上个实际的九十年代的技术,在整个电气控制系统中,中间继电器、接触器、时间继电器、大量的电线充满了整个电气控制柜,虽然很多企业已经针对这类车床设备进行升级改造,但是与国外的发达国家相比依然有很大的差距,与这些技术相对雄厚的车床公司相比,我国目前的铣镗床类设备还存在精度差,可靠性能偏低的缺点,因此提高整个控制系统的稳定性,增加加工精度是目前主要的解决问题。
本系统用PLC编程技术代替复杂的继电器逻辑控制技术,简化外部接线,同时提高逻辑控制可靠性,代替继电器触点吸合造成的噪音与缓慢的响应时间。为了简化操控界面,使用触摸屏画面中的虚拟按钮代替常规的按钮控制方式,同时可以在触摸屏中显示整个控制系统的运行状态与实时报警信息。工件的加工精度则通过使用伺服电机的控制进行保证,伺服电机通过PLC控制其脉冲数与方向信号精确控制加工的精度,同时伺服的电机的点动控制与绝对值的控制参数都可以通过触摸屏进行设置,所以整体的控制方式有了很大的改善。
二、课题综述(课题研究,主要研究的内容,要解决的问题,预期目标,研究步骤、方法及措施等)
(一)主要内容:
本课题是基于PLC的T68卧式铣镗床的电气控制系统设计依据,运用PLC与伺服等多种技术为基础进行的一种全新的铣镗床电气控制系统设计。
(二)拟解决的主要问题:
1.基于PLC的T68卧式铣镗床的电气控制系统的总结构设计;
2.基于PLC的T68卧式铣镗床的电气控制系统的硬件构成与设计;
3.基于PLC的T68卧式铣镗床的电气控制系统的电气控制线路图设计;
4.基于PLC的T68卧式铣镗床的电气控制系统的PLC程序设计;
5.基于PLC的T68卧式铣镗床的电气控制系统的触摸屏的画面设计。
(三)预期目标:
根据项目需求,基于PLC的T68卧式铣镗床的电气控制系统设计可以实现原有的动作基础上增加触摸屏显示功能以及提高精度,提高快速加工等功能。
(四)研究步骤
本课题的工作步骤分为四个阶段:
第一阶段: 查阅文献,去图书馆或上网收集资料,定下课题方案,完成开题报告;
第二阶段:完成整个控制系统的设计,进行程序的修改和完善;
第三阶段:根据PLC模拟检测系统运行的正确性,根据控制要求进行修改完善;
第四阶段:整理技术资料,完成毕业设计论文及答辩。
(五)工作方法及措施:
工作方法:本课题主要采用模拟测试法。
措施:基于本次毕业设计所获得的实践经验,在老师的指导下,以基于PLC的T68卧式铣镗床的电气控制系统设计。
1.3本课题的主要研究内容
本课题是基于PLC的T68卧式铣镗床的电气控制系统设计依据,运用PLC与伺服等多种技术为基础进行的一种全新的铣镗床电气控制系统设计。 在整个系统的研究过程中主要研究一下五部分的内容:
1.基于PLC的T68卧式铣镗床的电气控制系统的总结构设计;
2.基于PLC的T68卧式铣镗床的电气控制系统的硬件构成与设计;
3.基于PLC的T68卧式铣镗床的电气控制系统的电气控制线路图设计;
4.基于PLC的T68卧式铣镗床的电气控制系统的PLC程序设计;
5.基于PLC的T68卧式铣镗床的电气控制系统的触摸屏的画面设计。
目 录
第1章 引言 2
1.1课题简介与意义 2
1.2国内外铣镗床发展现状与趋势 3
1.3本课题的主要研究内容 4
第2章 控制系统整体方案 5
2.1 T68铣镗床控制系统的机械结构 5
2.2 T68铣镗床控制系统运动形式 5
2.3 T68铣镗床主要技术参数 6
2.4 T68铣镗床存在的缺点 6
2.5 T68铣镗床控制系统改造方案 7
2.5.1 常规铣镗床电机拖动及其控制分析 7
2.5.2 PLC控制型电路分析 10
第3章 控制系统硬件设计 11
3.1可编程逻辑控制器 11
3.1.1 PLC的硬件基本结构及工作原理 11
3.1.2 PLC的特点与选型 12
3.1.3 I/O 地址分配表 12
3.1.4 PLC外部接线图设计 14
3.2外部控制电路系统的设计 15
3.2.1 伺服驱动系统的设计与选型 15
3.2.2 伺服驱动系统设计与选型 16
3.2.3 伺服控制系统电路设计 16
3.2.4 系统传感器的选型 17
第4章 基于PLC的T68卧式铣镗床的电气控制系统的软件设计 18
4.1 系统程序流程图 18
4.1.1 主轴电机程序流程图 18
4.1.2 给进电机程序流程图 19
4.2 程序梯形图分析 20
4.2.1 主轴电机在手动模式高中低速分析 20
4.2.2 主轴电机在自动模式中高中低速分析 21
4.2.3 快进轴电机在手动模式高中低速分析 22
4.2.4 快进轴电机在自动模式中高中低速分析 23
第5章 HMI人机界面 25
5.1HMI画面的设计 25
5.1.1 系统参数设置画面 25
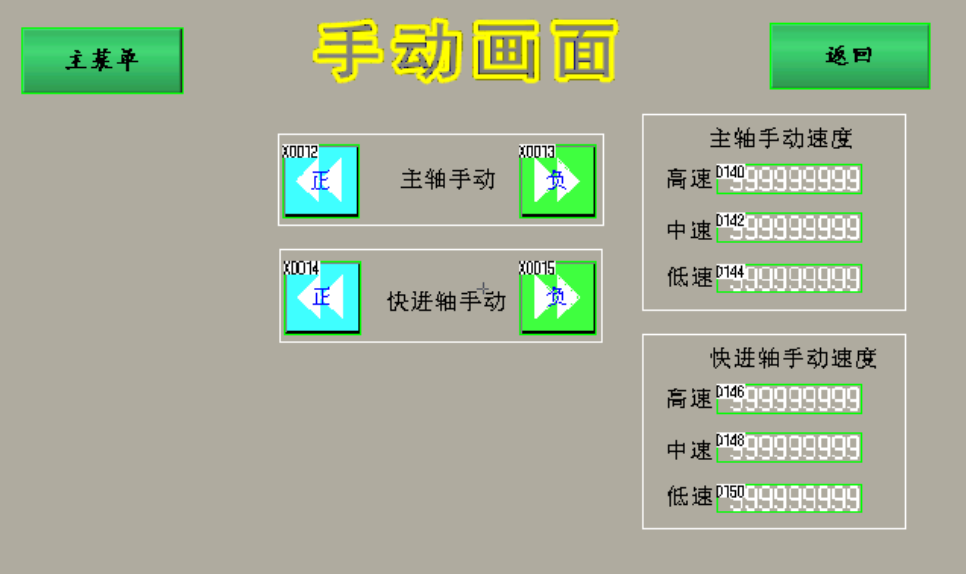
5.1.2 手动控制画面 26
5.1.3 自动控制画面 27
5.1.4 报警监控画面 28
小结与致谢 29
参考文献 30
毕业设计附录 31
参考文献
1.李金城.FX三菱系列PLC定位控制应用技术[M]电子工业出版社.2014
2.殷洪义.可编程控制器选择、设计与维护[M].北京:机械工业出版社.2002
3.许晓峰.《电机及拖动》.第三版.高等教育出版社.2007
4.肖军 孟令军.《可编程控制器原理及应用》.清华大学出版社.2008
5.高钦和.《PLC应用开发案例精选》.第二版.人民邮电出版社.2008
6.宋伯生.《PLC编程实用指南》.机械工业出版社. 2007
7.廖常初.《FX系列PLC编程及应用》.机械工业出版社.2006
8.张培志.《电气控制与可编程序控制器》.化学工业出版社.2007
9.王永华 . 现代电气控制及PLC应用技术 .北京:北京航空航天大学出版社,2014.
10.范永生 王岷.《电气控制与PLC应用》.第二版.中国电力出版社.2007
11.周丽芳等. 三菱PLC从入门到精通 第二版[M]. 北京:人民邮电出版社,2018
12.蒋思中, 刘东海, 白雪等. PLC控制系统设计、编程与调试:三菱[M]. 北京:北京理工大学出版社,2018
13.肖雪耀. 三菱PLC快速入门及应用实例[M]. 北京:化学工业出版社,2017
14.刘祖其, 刘海, 康桂花等. 电气控制与PLC及应用:三菱FX系列[M]. 北京:电子工业出版社,2016
15.李响初,梁志辅. 三菱PLC、变频器与触摸屏综合应用技术[M]. 北京:机械工业出版社,2016



