



刨床CNC系统硬件结构的设计
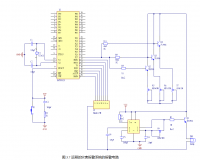
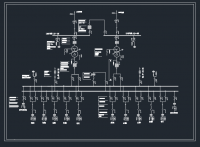
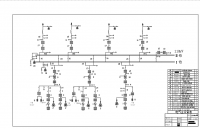
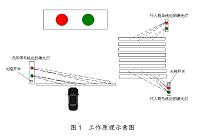
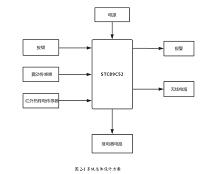
该数控系统采用PC总线、主频为100MHZ的486CPU工业控制机作主机,具有标准16位数据总线和扩展功能灵活的插板式结构,可根据系统要求,进行结构最优化配置。刨床CNC系统硬件结构 该数控系统利用IO/TIMER(并行输入输出/定时器)接口板上的8255A来控制两个步进电动机的运动,接收滑台回程和位置传感器信号、刀架限位开关信号、功能选择开关信号,接口板上的8253定时器用于步进电动机中断运行服务程序,时钟频率为2MHz。
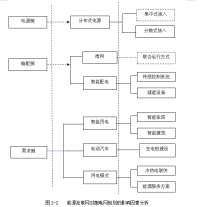
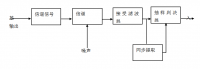
图3-1刨削加工CNC系统硬件结构
3.2 刨床CNC系统软件
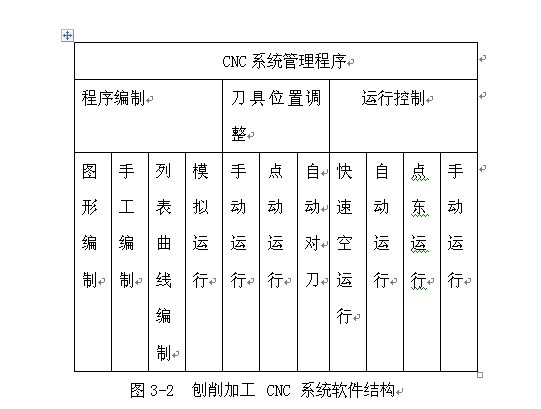
刨床CNC系统软件以Windows操作系统为平台,采用模块化、结构化的C语言编程,系统软件的界面采用了中文菜单结构,人机界面友好,操作方便。具体结构如图所示。该系统软件主要由三个模块组成:程序编制、刀具位置调整和运行控制,在每一个模块中 又分多个子模块。
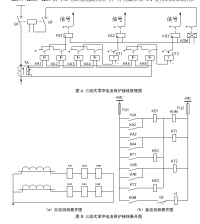
CNC系统管理程序
程序编制 刀具位置调整 运行控制
图形编制 手工编制 列表曲线编制 模拟运行 手动运行 点动运行 自
动
对
刀 快速空运行 自动运行 点东运行 手动运行
3.3 程序编制模块
一个正确的加工程序编制必须经过以下阶段:程序编制、语法检查、模拟仿真和刀具的干涉、过切检查。在该 CNC软件系统中,加工程序编制可采用多种方式:图形自动编程,手工编程,列表曲线编程。列表曲线文件的数据和加工程序可以通过软驱输人或利用全屏幕编辑器通过键盘输人,也可以通过串行通讯接口输人。
3.4 图形编程包括以下步骤
(1)轮廓曲线的编辑输人首先通过交互式图形操作界面,按照曲线的走向输入各段直线、圆弧、曲线输入后可以进行修改、放大、缩小和对称等编辑处理。
(2)求偏置曲线对上面编辑好的曲线,按要求的刀尖半径,生成等距曲线,即偏置曲线。
(3)自动编程将偏置曲线按照给定的精度要求用直线进行拟合,并转化成G代码加工程序。
(4)模拟仿真运行以模拟运行方式运行加工程序,并动态地显示刀尖运动轨迹。如果加工程序正确,模拟显示的轨迹会与前面的偏置曲线相重合。列表曲线的编程,也要在图形编程界面下进行处理。首先读入列表曲线数据文件, 按照数据文件中点的顺序,相邻点以直线相连,并显示出来。然后可以在此基础上进行样条拟合、光顺和偏置处理,再按精度要求离散成小段直线,并自动生成加工程序。交互式图形编程和模拟仿真运行, 使得复杂曲线和列表曲线加工程序的编制不仅效率高,而且方便、直观、可靠。




