





















C5225型立式车床PLC控制程序设计
目 录
第一章 C5225型立式车床简介及析………………………………1
1.1 C5225型立式车床简介…………………………………………………1
1.2 C5225型立式车床主要结构及运动情况………………………………1
1.2.1 C5225的主要结构 …………………………………………………1
1.2.2 车床对电力拖动的要求………………………………………………2
1.2.3 控制线路特点与电气线路概述………………………………………2
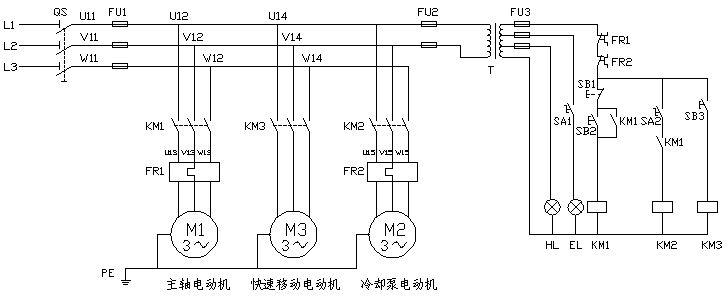
1.2.4 C5225型立式车床电路分析…………………………………………3
第二章 立式车床控制线路改造的意义…………………………4
2.1 控制系统改造为PLC控制的意义………………………………………4
第三章 C5225型立式车床的改造的硬件设计与软件设计 ……………5
3.1 PLC的功能介绍及特点…………………………………………………5
3.2 PLC控制系统设计要求…………………………………………………6
3.2.1 流程图功能说明………………………………………………………7
3.2.2 PLC程序设计的步骤………………………………………………7
3.3 PLC系统设计流程图…………………………………………………7
3.4 可编程控制器控制系统设计的基本步骤……………………………9
3.4.1 系统设计的主要内容………………………………………………9
3.4.2 系统设计的基本步骤………………………………………………9
3.4.3 编制控制系统的逻辑关系图………………………………………11
3.4.4 计算机辅助设计编程………………………………………………11
3.4.5 绘制各种电路图……………………………………………………12
3.4.6 编制PLC程序并进行模拟调试……………………………………12
3.5 PLC的选型……………………………………………………………12
3.6 I/O分配表…………………………………………………………15
3.7 PLC控制系统外部接线图的设计…………………………………15
3.8 C5225型立式车床的PLC控制梯形图设计………………………………17
第四章 C5225立式车床控制电路电气元件的型号选择……18
4.1 空气断路器的选择……………………………………………………18
4.2 电源开关的选择………………………………………………………18
4.3 转换开关的选择………………………………………………………19
4.4 照明灯的选择…………………………………………………………19
4.5 熔断器的选择…………………………………………………………20
4.6 按钮的选择……………………………………………………………22
4.7 交流接触器的选择……………………………………………………22
4.8 热继电器的选择………………………………………………………23
4.9 控制变压器的选择……………………………………………………24
4.10 导线截面的选择……………………………………………………24
4.10.1 按允许载流量选择………………………………………………24
4.10.2 按允许电压损失选择导线和截面………………………………25
4.10.3 根据经济电流密度选择导线截面积……………………………25
4.11 元器件汇总…………………………………………………………27
结论………………………………………………………………………………28
致谢………………………………………………………………………………29
参考文献…………………………………………………………………………30
毕业设计调研报告
工业发达国家都非常重视机械制造业,而我国目前的设备制造水平还非常低,基本还是“一个工人,一把刀,一台机床”。普通机床在中小型企业应用非常广泛,但存在电器和接触器接线复杂、触点易被烧坏、反应速度慢和故障诊断困难等问题,极大地影响了机床的加工质量 。CA614O型车床是一种应用广泛的金属切削机床,能够车削外圆、内圆、螺纹、螺杆、端面以及定型表面等,它采用继电接触器电路实现电气控制。C5225型立式车床采用传统的继电器控制系统,由于使用了大量的继电器与接触器,继电器系统接线复杂,经常造成接触不良,而且元件老化快,设备故障频繁,不便于维修,与故障诊断和排除困难。并存在:
(1) 触电容易被电弧烧坏而导致接触不良。
(2) 机械方式实现的触电控制反映速度慢。
(3) 继电器的控制功能被固定在线路中,功能单一、灵活性差。
影响实际的生产应用,因此当务之急就是对C5225型立式车床进行技术改造。以提高企业的设备利用率,提高产品的质量和产量。C5225型立式车床为可编程控制器控制
1969年,出现了可编程逻辑控制器PLC(Programmable Logic Controller),其特点是:具备逻辑控制、定时、计数、等功能,编程语言采用直观的梯形图语言,软件更改方便,通用性和灵活性好。PLC控制由于具有故障率低、可靠性高、维修方便等优点,因而得到广泛的应用。
摘要
可编程控制器(PLC Programmable Logic Controller)是在继电器控制和计算机技术的基础上,逐渐发展起来的以微处理器为核心,集微电子技术、自动化技术、计算机技术通信技术为一体,以工业自动化控制为目标的新型控制装置。PLC应用技术具有控制能力强﹑可靠性高﹑配置灵活﹑编程简单﹑使用方便﹑易于扩展等优点,不仅可以取代继电器控制系统,还可以进行复杂的生产过程控制以及应用于工厂自动化网络,它已成为现代工业控制的四大支柱技术(可编程控制器技术﹑机器人技术﹑CAD/CAM技术和数控技术)之一。
PLC的功能主要是:控制功能、数据采集、储存与处理功能、通信、联网功能、输入/输出接口调理功能、人机界面功能。在系统构成时,可由一台计算机与多台PLC构成“集中管理、分散控制”的分布式控制网络,以便完成较大规模的复杂控制。
本次设计的内容主要是利用PLC对C5225型立式车床的电气控制部分进行改造。首先我对本设计进行总体的分析,使自己有一个大致的总体概念,然后仔细分析C5225型立式车床,对车床主运动和进给运动还有其它的辅助运动,进行分析。最后根据控制电路的线路图,编译PLC的梯形图,编译通过后,利用PLC实验台进行实验仿真。此次设计还从被控对象的I/O点数和性价比高、综合成本低这几个主要原则出发,主要进行了控制装置选型和导线的选择。改造后的机床比原来的机床更加的安全,维修起来更加的方便。
关键词:可编程控制器,C5225型立式车床,电气控制系统
Abstract
Programmable logic controller (PLC Programmable Logic Controller) is a relay in the control and computer technology, develop gradually rise to the microprocessor as the core, set of microelectronics technology, automation technology, computer technology and communication technology as a whole, industrial automation and control is a new control device. The application of PLC technology has strong control capability, high reliability, flexible configuration, simple programming, easy to use, easy to extend the advantages, can not only replace the relay control system, can also be used for complex production process control and application in factory automation network, it has become a modern industrial control technology of four big pillar ( technology, programmable logic controller robot technology, CAD / CAM technology and numerical control technology is one of the ).
PLC main function is: control, data acquisition, storage and processing, communications, networking, input / output interface and processing function, man-machine interface function. In the system, which consists of a computer with multiple PLC constitute the" centralized management, decentralized control" distributed control network, so as to accomplish the large scale complex control.
The content of this design is the use of PLC to C5225 lathe electric control part of the transformation. First I to this design carried on overall analysis, so they have a general overall concept, then a careful analysis on the C5225lathe, lathe main movement and feed movement and other auxiliary movement, analysis. Finally, according to the control circuit of the circuit diagram, the compiler PLC ladder diagram, compiled through, using PLC experimental platform for simulation. This design also from object I / O points and high performance-price ratio, low comprehensive cost of the several main principles, main control device selection and the selection of wire. After the transformation of the machine than the original machine more safety, more convenient repair.
Key words Programmable controller, C5225 lathe, electric control system
参考文献
[1] 郑凤翼.郑丹丹.机械设备电气控制电路.北京.人民邮电出版社,2006
[2] 许翏.工厂电气控制设备.北京.机械工业出版社,1999
[3] 余雷声.电气控制与PLC应用.北京.机械工业出版社,1996
[4] 刘敏.可编程控制器.北京.机械工业出版社,2002
[5] 张新军.电气控制与PLC技术及应用.济源.济源职业技术学院出版社,2006
[6] 李道霖.电气控制与PLC原理及应用(西门子系列).北京.电子工业出版社,2005
[7] 孙平.可编程序控制器原理及应用.北京.高等教育出版社,2003
[8] 胡学林.可编程序控制器教程.北京.电子工业出版社,2003
[9] 钟肇心.可编程控制器入门教程(SIMATIC S7-200).广州.华南理工大学出版社,1998
[10]张军.实用技术手册.北京电子工业出版社,2008
[11]杨波.维修电工实际操作手册.沈阳.辽宁科学技术出版社,2006
http://www.bysj1.com/ http://www.bysj1.com/html/5215.html http://www.bysj1.com/html/1215.html



