





















管套塑料模设计(代写模具论文)
摘要
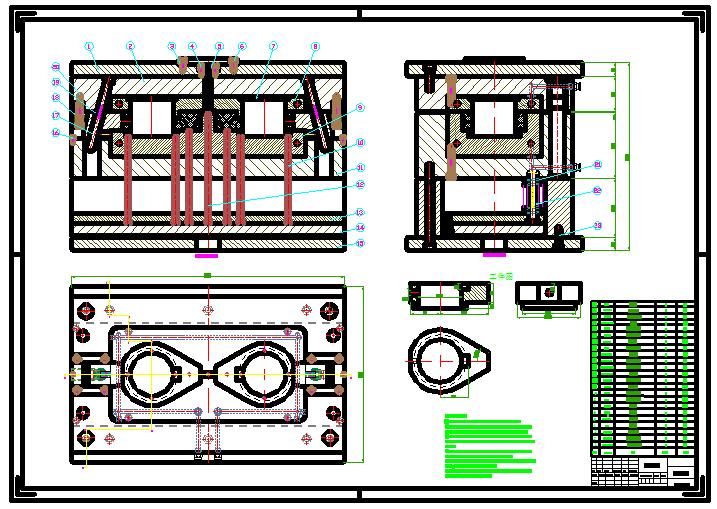
根据管套制品的要求,了解产品的用途,分析产品的工艺性、尺寸精度等技术要求,根据产品尺寸的要求,选择模具结构。本模具采用一模两腔,侧浇口进料,选用合理的注塑机,采用CAD绘制二维总装图和零件图,选择模具合理的加工方法。附上说明书,采用简要文字和图示和计算机等分析产品,从而作出合理的模具设计。
关键词: 管套模具设计 分型面
Abstract
According to the socket product requirements, understand the product use, analysis of products of the process, the dimensional accuracy of the technology requirements, according to the requirements of the product size, select the mold structure. This mold uses one mold two cavity, the side gate enters the material, selects the reasonable injection molding machine, draws the two-dimensional assembly drawing and the part drawing with the CAD, the choice mold reasonable processing method. Attach a description, using a brief text and graphics and computer analysis of products, so as to make a reasonable mold design.
Keywords: pipe mold parting surface design
目录
目录 I
第1章 前 言 1
1.1 当前我国模具工业的发展状况 1
第2章 注塑件的设计 5
2.1 PS塑料的性质及注塑相关参数 5
2.1.1 PS塑料的性质 5
2.1.2 PS塑料的相关参数和成型加工性能 6
2.2 塑件结构分析 7
2.2.1 壁厚 8
2.2.2 脱模斜度 8
2.2.3 圆角 8
2.3.1 尺寸精度 8
2.3.2 塑件的表面质量 8
第3章 模具设计 10
3.1 注射成型工艺简介 10
3.2 注射成型工艺条件 10
3.3 注射机的选择 11
3.3.1 注射机基本参数 11
3.3.2 初择注射机 11
3.4 分型面的确定 12
3.5 型腔数目的确定及型腔的排列 13
3.6 浇注系统的设计 14
3.6.1 浇口的确定 14
3.6.2 浇口位置的选择 15
3.6.3 主流道设计 15
3.6.4 分流道 16
3.6.5 冷料穴 16
3.6.6 浇注系统的平衡 17
3.7 合模导向机构设计 17
3.7.1 导向机构的功用 17
3.7.2 导向机构结构及设计 17
3.7.3 定位机构设计 18
3.7.4推出机构设计 18
3.8成型零件的设计与加工工艺 18
3.8.1 模仁尺寸的确定 18
3.8.2 主要成型零件的尺寸计算 18
3.8.3 侧向分型与抽芯机构 20
3.8.4 抽芯距的确定 20
3.9 模架的确定 21
3.9.1 型腔壁厚和底部壁厚的计算 21
3.9.2 模架的选用 21
3.10 温度调节系统设计 22
3.10.1 冷却装置的计算 22
3.11 注射机的校核 24
3.11.1 最大注射量的校核 24
3.11.2 锁模力的校核 24
3.11.3 喷嘴尺寸的校核 24
3.11.4 定位圈尺寸校核 25
3.11.5 模具外形尺寸校核 25
3.11.6 模具闭合高度校核 25
第4章 总装配图和成型零件及加工工 26
4.1 模具总装配图 26
4.2 成型零件及加工工艺卡 27
4.2.1 型芯加工工艺过程卡 27
4.2.2 型腔加工工艺过程卡 29
4.2.4 侧抽芯 TXQGB-11加工工艺过程卡 30
致谢 31
第1章 前 言
1.1 当前我国模具工业的发展状况
当前,整个工业生产的发展特点是产品品种多、更新快、市场竞争激烈。为了适应用户对模具制造的短交货期、高精度、低成本的迫切需求,模具将有如下发展趋势:
(1)模具日趋大型化。 这一方面是由于用模具制造的零件日渐大型化,另一方面也是由于高生产率要求而发展的一模多腔(现在有的已达到一个模几百腔)所致。
(2)模具的精度将越来越高。 10年前,精密模具的精度一般为5UM,现在已达2UM-3UM,不久1UM精度的模具即将上市。随着零件微型化及精度要求的提高,有些模具的加工精度要求在1UM以内,这就要求发展超精加工工艺。
(3)多功能复合模具将进一步发展。 新型多功能复合模具是在多工位级进模基础上开发出来的,一副多功能模具除了冲压成形零件外,还担负着叠压、攻丝、铆接 和锁紧等组装任务,这种多功能模具生产出来的不再是单个零件,而是成批的组件,如触头与支座的组件、各种微小机、电器及仪表的铁芯组件等。
(4)随着热流道技术的日渐推广应用,热流道模具在塑料模具中的比重将逐步提高。 由于采用热流道技术的模具可提高制件的生产率和质量,并能大幅度节约制件的原材料,因此,热流道技术的应用在国外发展很快,已十分普遍。许多塑料模具厂所生产的塑料模具已有一半以上采用了热流道技术,有的厂使用率甚至已达80% 以上,效果十分明显。
(5)随着塑料成形工艺的不断改进与发展,气辅模具及适应高压注射成型等工艺的模具将随之发展。 塑料件的精度分为尺寸精度、几何形状精度和外观精度(即光译、色调等)。为了确保精度要求,模具生产企业将继续研究发展高压注射成型工艺,以及注射压缩成型工艺。在注射成型中,影响成型件精度的最大因素是成型收缩,高压注射成型可减小树脂收缩率,增加塑件尺寸的稳定性。气体辅助注射成型技术已比较成熟,它能改善塑件的内在和外观质量,具有注射压力低、制品变形小、易于成型壁厚差异较大的制品等优点,而且可以节约原料及提高制件生产率,从而大幅度降低成本。
(6)模具标准件的应用将日渐广泛。 模具标准化及模具标准件的应用能极大地影响模具制造周期。使用模具标准件不但能缩短模具制造周期,而且能提高模具质量和降低模具制造成本,因此模具标准件的应用必将日渐广泛。
(7)快速经济模具的前景十分广阔。现在是多品种小批量生产的时代,21世纪,这种生产方式占工业生产的比例将达75%以上。一方面是制品使用周期短,另一方面花样变化频繁,要求模具的生产周期愈短愈好,开发快速经济模具越来越引起人们的重视。例如研制各种超塑性材料来制作模具,用环氧(E)、聚酯(P)或其中填充金属(M)、玻璃(G)等增强制制作简易模具,这些模具的主要特点是制造工艺简单,精度易控制,收缩率较小,价格便宜,寿命较高。
(8)随着车辆和电机等产品向轻量化发展,压铸模的比例将不断提高,同时对压铸模的寿命和复杂程度将提出越来越高的要求。
(9)随着以塑代钢、以塑代木的进一步发展,塑料模的比例不断提高,同时,由于机械零件的复杂程度和精度的不断提高,对塑料模的要求也将越来越高。
(10)模具技术含量将不断提高,中、高档模具比例将不断增大,这也是产品结构调整所带来的市场走势。
塑料是继钢铁、木材、水泥之后,当代新兴的第四大类工业材料。
塑料是以树脂为主要成分的高分子有机化合物,简称高聚物。
塑料模是指用于成型塑料制件的模具,它是型腔模的一种类型。
模具工业是国民经济的基础工业,是国际上公认的关键工业。模具生产技术水平的高低是衡量一个国家产品制造水平高低的重要标志,它在很大程度上决定着产品的质量,效益和新产品的开发能力。振兴和发展我国的模具工业,正日益受到人们的关注。早在1989年3月中国政府颁布的《关于当前产业政策要点的决定》中,将模具列为机械工业技术改造序列的第一位。目前世界模具市场供不应求,模具的主要出口国是美国,日本,法国,瑞士等国家。中国模具出口数量极少,但中国模具钳工技术水平高,劳动成本低,只要配备一些先进的数控制模设备,提高模具加工质量,缩短生产周期,沟通外贸渠道,模具出口将会有很大发展。研究和发展模具技术,提高模具技术水平,对于促进国民经济的发展有着特别重要的意义。
在塑料原材料转变为塑料制件的成型过程中,塑料原材料的选用、成型设备的选择、成型模具的设计与制造和成型工艺的制定等是塑料制件生产的四大环节,而主要的环节集中在成型工艺的正确制订和塑料模具的设计这两个方面。随着我国加入WTO,我国模具工业的发展将面临新要机遇和挑战。
利用模具成型零件的方法,是一种少切削、无切削、工序重合的生产方法。
随着现代工业迅速发展,产品更新换代速度越来越快,而批量越来越小。各种产品在不断提高性能的同时,其产品的外形也变得越来越复杂。设计部门要最快的速度设计出产品和制造部门以最快的速度加工制造出该产品,只有运用先进的设计手段──计算机辅助设计(简称CAD)和先进的制造手段──计算机辅助制造(简称CAD,或者CAD/CAM)集成制造技术,譬如Cimatron E的注塑模设计。
综观目前国内、外的模具工业的发展,计算机辅助模具设计技术是现代模具设计技术中的重要组成部分,模具设计生产的重大技术革命[1]。在塑料模具方面,随着塑料模具CAD技术的发展,其重要性已逐渐被模具界所认识[2]。其中塑料注塑模(以下简称注塑摸)CAD技术的应用和发展尤为突出,在模具工业中形成了一枝独放的局面[4] 。
模具是现代工业生产中的重要工艺装备之一,模具工业是国民经济中重要的基础工业,模具设计与制造水平的高低是衡量一个国家综合制造能力的重要标志。工业发达国家对模具工业都极为重视,早在50年代开始就已使模具摆脱了产品更新换代的重要工艺装备,模具对工业的发展具有重要意义,从工业产值对比来看,经济发达国家的模具总产值早已超过了机床的总产值。如日本,1987年模具总产值为124亿美元,而其机床总产值为102亿美元;1991年前者为131亿美元,后者为120亿美元。在塑料模具中,由于注塑模具能够一次成型形状复杂、尺寸精确的制品,适用于高效率、大批量的自动化生产方式,使其在塑料模中的占用量超过了5%。
我国塑料模工业从起步到现在,经历半个多世纪,有了很大发展,模具水平有了较大提高。在大型模具方面已能生产48英寸大屏幕彩电塑壳注塑模具、6.5kg大容量洗衣机全套塑料模具以及汽车保险杠和整体仪表板等塑料模具:精密塑料模具方面,已能生产照相机塑料件模具、多型腔小模数齿轮模具及塑封模具。
成型工艺方面,多材质塑料成型模、高效多色注塑模、锻件互换结构和抽芯脱模机构的创新设计方面也取得较大进展。气体辅助注射成型技术的使用更趋成熟。热流道模具开始推广,有的厂采用率达20%以上,一般采用内热式或外热式热流道装置,少数单位采用具有世界先进水平的高难度针阀式热流道装置,少数单位采用具有世界先进水平的高难度针阀式热流道模具。但总体上热流道的采用率达不到10%,与国外的50-80%相比,差距较大。
在制造技术方面,CAD/CAM/CAE技术的应用水平上了一个新台阶,以生产家用电器的企业为代表,陆续引进了相当数量的CAD/CAM系统,如美国Parametric Technology公司的Pro/Engineer、美国CV公司的CADS5、英国Deltacam公司的DOCT5、日本HZS公司的CRADE、以色列公司的Cimatron、美国AC-Tech公司的C-Mold及澳大利亚Moldflow公司的MPA塑模分析软件等等。这些系统和软件的引进,虽花费了大量资金,但在我国模具行业中,实现了CAD/CAM系统有了很大发展,主要有北航华正软件工程研究所开发的CAXA系统、华中理工大学开发的注塑模HSC5.0系统及CAE软件等,这些软件具有适应国内模具的具体情况、能在微机上应用且价格较低等特点,为进一步普及模具CAD/CAM技术创造了良好条件。
参考文献
[1]翁其金.《塑料模塑成型技术》. 北京:机械工业出版社,2000.11
[2]冯秋官.机械制图与计算机绘图. 北京:机械工业出版社,2002.7
[3]范有发.冲压与塑料成型设备. 北京:机械工业出版社,2001.07
[4]《塑料模具技术手册》编委会. 《塑料模具技术手册》.北京:机械工业出版社,1997.6
[5]涂序斌《模具制造技术》.北京理工大学出版社,2008.8



