





















化纤高速纺丝卷绕PLC控制系统的设计与制作
摘要:可现代工业的发展速度带来了新技术革命,PLC新型的技术产业由此产生,PLC可编程控制器采用计算机控制的基础,内部集成电路,自动化控制、通讯方式的集成等功能。使用更便捷、功能更强大、应用更广泛。高速纺丝卷绕控制系统采用变频运行的方式进行控制电机的运转,具有运行平稳,稳定性较强的优点,本文主要采用的是变频技术,光电传感技术、远程控制技术等综合一体化的现代化工业发展。论文的主要从以下几个方面进行阐述和研究。本文研究的高速纺丝卷绕控制系统基于当代现代化的工业发展技术进行运用和学习。提出调研市场的经济可行性和发展的控制的论述报告。对于卷绕过程中可能出现的叠丝、凹凸肩、蛛网等瑕疵的形成进行了分析并在程序中进行了设计,尽量减少卷绕过程中的缺陷。本论文中对关键控制部分给出了控制框图和源程序。本次设计采用三菱FX系列PLC作为主要的控制元件,通过起保停电路和顺序控制的方式对程序进行编程,模拟化纤卷绕控制流水化作业的工作原理。通过对硬件和软件的设计,满足现今控制行业对化纤卷绕控制流水线的使用要求。最后对程序进行模拟调试,在不断的调试和修改过程中,使程序更加完美,达到最佳的工作状态。本设计方案最后在卷绕设备上进行了调试,现场结果证明了本系统的良好控制效果,可广泛应用于纺织行业长短丝卷绕系统的升级改造有较高的实用价值。
关键词:PLC;变频器;多段速
Design and Manufacture of High Speed Spinning Control System for Chemical Fiber
Abstract:The winding system is one kind of commonly used control system, widely applies in the plastic receives production processes and so on the volume, steel and iron, packing, papermaking, printing, dyeing and weaving. This design introduced one kind of common coiling production line computer control system, elaborated system's constitution, the major function and realize the method. This production line system has the stable property to be reliable, the simplicity of operator, the service is convenient, application domain broad and so on characteristics.This system mainly take PLC as the control core, the configuration software takes the monitoring level, carries on gathering and the control to system's signal. Puts the volume to use the magnetic powder coupling to put the volume tensity control mode passively, advocates the hauling to use the Mitsubishi FR-A540-1.5K frequency changer control motor to carry on the hauling actuation, receives the volume to use Changzhou great HVS-G three-phase cocurrent silicon-controlled rectifier speeder actuation direct current machine to carry on receives the volume tensity control mode on own initiative. In puts the volume and receives in the volume to use the Mitsubishi LE-40MTA-E tensity controller product to carry on the examination and the control to the tensity. In production movement process to prevent the product to have the displacement in the coiling process, puts when the volume uses the air operated - hydraulic pressure to correct an error to install, receives when the volume the application electro-optic automatically corrects an error to install makes the adjustment to it. Like this causes the technique of production to be more perfect, the product quality is better.
Keywords: The winding system, The tensity control, Corrects an error to install,The configuration software
第1章 绪论
1.1行业应用
在我国现在化工及相关纺丝工业的发展中,化纤卷绕生产线主要是对材料进行放卷,加工和收卷等动作的控制,保证生产过程中动作的衔接稳定和速度的效率提升,同时对产品的质量提升有很大的帮助。在其他的工业生产领域中,该技术的运用同样得到高度的重视和发展。其中变频技术的运用尤其重要,通过交直流逆变方式得到频率的改变,使其使用工业生产过程中的速度稳定运行,保证设备安全可靠运行,质量上的合格率大幅度提高,减少人工的劳动强度等优点。同时交流电机的稳定配合在价格方面保持市场的优势,使用方便,维修过程简便,变频的控制方式等有多种方式进行选择和运用,有力保证控制工艺上的需求,卷绕控制方面主要是对张力恒定的保证和调节,使其质量稳定,防止过猛或者过松运行对产品的影响。变频技术的运用克服了这些问题的弊端,有效满足了工艺方面的需求。解决了市场上很多不利的影响。
1.2国内化纤卷绕控制的发展现状
由于我国的高速化纤卷绕控制技术的落后,发展速度相对缓慢,但是我国人口众多,大量的化纤材料的需求已经严重影响国民经济的发展,因此化纤卷绕控制的研究是目前我国研究的重点项目,当然部分仍需要进口进行采购,来满足国内特别项目的需求,部分技术依靠国外的依托仍需要一段时间突破。因此我国的卷绕控制技术的发展已经是迫在眉睫了,当然技术的进口和购买仍可以解决目前的状态的缓解,为有效遏制供不应求的状态,国家采取一系列的优惠政策,鼓励国外来我国投资建厂,我国提供资源和劳动力,但是部分科研人员任然继续进行技术的突破和学习,先进的技术和管理经验,同时考虑后期的维修维护和人才的培养等方面,目前国外卷绕控制技术较为先进的是德国和日本,存货周期较长和交易不稳定的因素依然存在,我国的外汇消耗等都是急需解决的难题,因此国内的一些企业开始自行发展进行生产,有国家的科技人员和政策的鼓励,使得进展比较顺利,随着科学技术不断进步,化纤卷绕控制方面的发展有了很大的进步,逐渐摆脱进口的产品的依赖,实行自主发展,自主生产产品,并且产品质量不落后与国外的产品。有效的缩短交货周期,产品更新换代的速度更得上市场的需求,同时人工智能的发展,降低了劳动强度,设备的稳定性、可靠性、经济学等都有先进的技术支持,得到了很大的进步。 PLC(可编程逻辑控制器)是一种基于微处理器的工业控制设备,它将传统的继电器控制系统与计算机技术相结合。PLC技术的发展带动了卷绕控制技术的发展,基于机电一体化的运用结合组成设备的成套组装。控制逻辑上更可靠,接线更加方便,维修更加便捷。随着我国工业化进程的不断推进, 先进的技术升级和制造业的控制需求不断加强,智能装备的迅速发展,因此智能化的控制制造,设备的高精度的流程和工业布局加快发展,适应市场的不同行业的制造需求,才是目前我国研发和制造的趋势。由于我国的劳动密集,生产的粗放型发展,造成生产效率的限制,效益的不均衡发展等弊端突出。因此引进国外的先进技术迫在眉睫,就现在工业的发展,我国的自动化基本在使用以西门子和三菱的PLC为精准控制核心,兼有液压控制、气动气缸控制、电气元件控制等、网络通讯控制等结合起来的智能高效自动化。在国外尤其是西方发达国家的工业控制领先我国一步,工业的先进性带动智能控制的发展, 自动控制装置的研究和编程软件的开发,使其工业发展速度飞快,当然,依靠电气软件的编程实现功能的运用,大大节约了电气元件的接线成本,同时高效的维修效率和成本的降低,使其工业生产效益大幅度提高。各行业的迅速发展建立起基于PLC 的控制领域的运用更加广泛。
由于PLC 的发展进程较快,目前的产品已经具有高端的现场总线、连接快速等功能,使其设备反映灵敏。控制简单,逻辑性更强。通过变成存储的程序直接控制机器的运行的状态及生产工艺的流程。发出控制信号和接收输入信号是由PLC通过输入/输出(I/0)装置进行控制的。计算机和自动化技术应用于PLC并进行了综合,带来了它的发展日新月异,其技术水平明显超越当时出现的水平。综上所述完成编程,需要对生产流程清晰,然后他说通过控制流程编写程序,内部软件进行数据处理,控制设备的各个分站系统系统等,有效高速完成数据采集等信息。达到全集成自动化控制要求。
机电一体的综合程度主要体现在柔性生产、智能制造等生产自动化的应用水平上。 近年来,随着周边相关技术的不断进步, 工艺水平的不断提高, 自动化设备得到广泛地使用, 满足了控制对象不断变化的企业现场需要, 社会分工的越来越细致, 通过精准化生产和柔性化生产最终实现工厂的高度自动化是社会发展的必然趋势。
化纤卷绕控制生产线的控制原理是要求物料经过传输带运行,到检测机构进行检测,后经过卷绕,放卷、收卷等动作组合在一起。通过程序编程,各个单元进行组合对化纤的自动卷绕系统程序设计。现代工业的自动化程度越来越高,产品的检测和生产、输送卷绕等自动化程度显著提升大都运用在运输行业,省人省力自动化项目增加,人工成本明显降低,适合现代工业的高速发展。
目前,化纤卷绕控制生产线的控制过程依然是按照传统的继电器控制的方式进行接线控制,由于触点的吸合动作频繁,触点损坏的可能性较大,设备故障的频次增加设备的状态,稳定性等均呈现不良的情况。给生产和生活带来诸多不便和影响,充分利用微处理器的优点,考虑到现场操作和维修人员的技能和习惯,特别是PLC的编程,不需依靠太多专业的计算机编程语言知识,而是利用继电器的梯形图简单指令形式,使用户程序图像变得直观,易懂,易学;调治和错误排查也相当方便。购买完所需的PLC后,用户只需按照手册的说明进行少量布线和简单的用户编程,使PLC可以灵活方便地应用于生产实践]。基于PLC控制的卷绕控制技术综合了过程控制、 设备控制以及检测驱动三个级别, 是一个综合性的自动化应用系统,从对象控制和程序执行上看, 本系统包括检测、 控制和执行3个相对独立的系统, 它们既可自成一体但又密不可分, 我们在研究每个系统的关键技术的同时, 还要探讨这3个系统的无缝配合技术,这就是我们常称的三电一体技术, 是工业自动控制领域最显著的特点。 本文涉及的三电一体技术主要有PLC、 气动技术、 变频器与触摸屏技术等。
目录
第1章 绪论 1
1.1行业应用 1
1.2国内化纤卷绕控制的发展现状 1
第2章 自动卷绕生产线制作设计 4
2.1系统构成及原理 4
2.2电机的选用 7
2.3变频器的选型 7
2.4增量式编码器 8
2.5光电传感器 9
2.6本次设计的内容及目的 10
2.6.1本次设计的内容 10
2.6.2本次设计的目的 10
2.7系统控制的选择比较 11
第3章 PLC可编程控制器简介 12
3.1 PLC的定义 12
3.2 PLC与继电器控制的区别 12
3.3 PLC的工作原理 12
3.4 PLC特点和应用分类 12
3.4.1 IO接口模块类型繁多 13
3.4.2模块化系统机构 13
3.4.3装配简易,维护便捷 13
3.4.4 PLC的基本结构组成 13
3.4.5 PLC的发展趋势分析 15
第4章0PLC硬件选型设计 16
4.1 PLC的选型 16
4.2 I/O端口分配 16
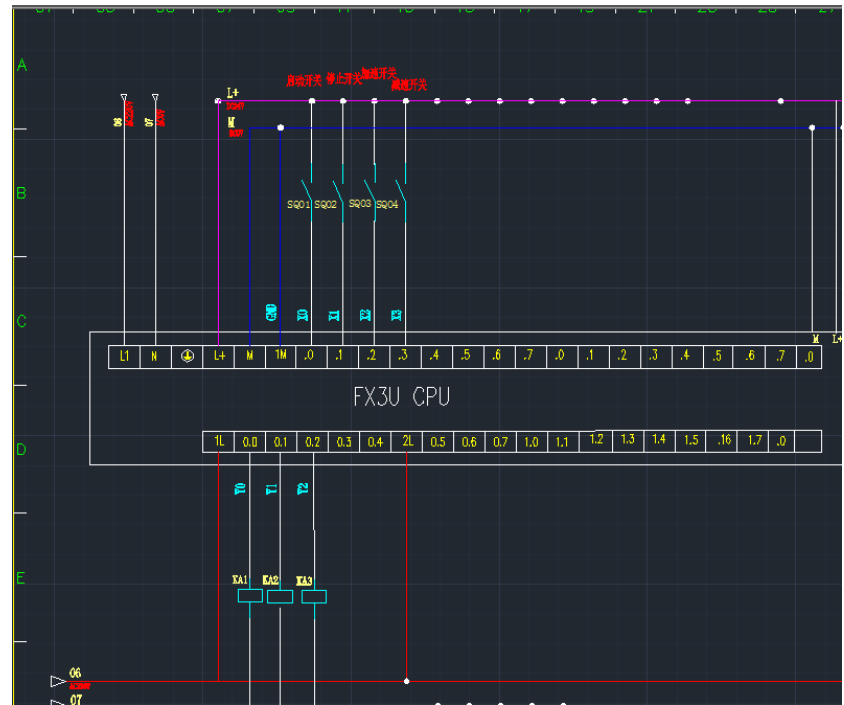
4.3 PLC系统接线方式 17
第5章 系统软件设计 19
致谢 23
参考文献 24
参考文献
[1]常斗南,李全利.可编程控制器原理及工程应用[M].北京:电子工业出版,2006:191~217
[2]都振国.变频器与PLC连接需注意的的问题[J].电工技术,2007,(3) :1
[3]韩安荣.通用变频器及其应用[M].机械工业出版社,2000
[4]何新军,罗隆福.基于FX2NPLC控制的变频调速闭环系统[J].电工技术,2005,(4):11~13
[5]孔凡才.自动控制原理与系统[M].机械工业出版社,1999
[6]廖常初.PLC应用技术问答[M].北京:机械工业出版,2006:317~318
[7]三菱可编程控制器培训教材.三菱电机
[8]孙强,舒朝君.变频调速应用及其相关问题讨论[J].机床电器,2006,(6):44~46
[9]孙强,舒朝君.变频调速应用及其相关问题讨论[J].机床电器,2006,(6):44~46
[10]陶永华等.新型 PID 控制及其应用[M]. 机械工业出版社,1998
[11]王树.变频调速系统设计与应用[M].北京:机械工业出版,2006: 174~176
[12]徐德编.可编程序控制器应用技术[M].济南:山东科学出版社,2002: 64~69
[13]徐德编.可编程序控制器应用技术[M].济南:山东科学出版社,2002:64~69
[14]张桂香.电气控制与PLC应用[M].北京:化学工业出版社,2003: 192~19
[15]郑凤翼,郑丹丹,赵春江.图解 PLC控制系统梯形图和语句表[M].北京人民邮电出版,2006: 62~99
[16]GX Developer Ver.7操作手册.三菱电机
[17]Kinner,R.H.PLC control system training utilizing Process simulation techniques[J].ProcessingAutomation11,1996



