





















基于PLC自动送料装车系统的设计
摘 要
可编程序控制器(PLC)自动送料装车系统在冶金、采矿运输和生产制造等许多领域中都得到普遍的应用。它通过自动输送设备实现物料的自动化,把工厂中的各个部分、各个生产工位、各存储点连结起来,为工厂控制系统的投入运行带来极大的方便和经济性。PLC自动送料装车系统无需人工直接参与的情况下自动完成供料和卸料的全过程。此系统主要由基本设备,运料储存装置和控制系统三大部分组成,侧重于自动化生产线上。用PLC实现运料小车的自动往返顺序控制,具有程序设计简易、方便、可靠性高、便于理解和掌握等特点。本文以日本三菱FX2N系列PLC为例,提出自动送料装车系统的PLC程序设计方法,包括总流程图、功能表图及各种软件分部设计。
关键词:PLC;自动送料装车系统;自动化生产线;自动往返
ABSTRACT
Programmable controller (PLC) automatic feed loading system in metallurgical, mining, transportation and manufacturing are common in many fields of application. It through the automatic conveying equipment automation of material of the individual parts of the factory, each production location, link up the save point, in operation of the control system for the factory to bring great convenience and economy. PLC automatic feed loading system without artificial directly involved in the case of automatic and various kinds of design software division.feeding and unloading process. This system is mainly composed of basic equipment, material handling of storage device and control system focused on automatic production line. Use PLC to realize the material car automatic sequence control, back and forth with program design simple, convenient, high reliability, easy to understand and grasp, etc. Based on mitsubishi FX2N series PLC as an example, the PLC program design method of automatic feed loading system is proposed, including the total flow chart, the function chart
Key word:PLC;Automatic feed loading system; Automatic production line; Automatic return
第1章 前言
可编程控制器是在计算机技术、通信技术和继电器控制技术的发展基础上开发起来的,最初叫做可编程逻辑控制器(Programmable Logic Controller),即PLC,现已广泛应用于工业控制的各个领域。
它以微处理器为核心,用编写的程序不仅可以进行逻辑控制,还可以定时、计数和算术运算等,并通过数字量和模拟量的输入/输出来控制机械设备或生产过程。20世纪60年代以前,汽车流水线的自动控制系统基本上都采用传统的继电器控制。在60年代初,美国汽车制造业竞争越发激烈,而汽车的每一次更新的周期越来越短,这样对汽车流水线的自动控制系统更新就越来越频繁,原来的继电器控制就需要经常地重新设计和安装,从而延缓了汽车的更新间。所以人们就想能有一种通用性和灵活性较强的控制系统来替代原有的继电器控制系统[1]。
1968年,美国通用汽车公司首先提出可编程控制器的概念。在1969年,美国数字设备公司(DEC)终于研制出世界上第一台PLC。这是由一种新的控制系统代替继电器的控制系统,它要求尽可能地缩短汽车流水线控制系统的时间,其核心采用编程方式代替继电器方式来实现生产线的控制。这种控制系统首先在美国通用汽车的生产线上使用,并获得了令人满意的效果。
PLC在制造和冶金等其他工业部门相继得到了应用。1971年,日本引进了这项技术,并开始生产自己的PLC。1973年,欧洲一些国家也研制出了自己的PLC。1974年,我国也开始仿照美国的PLC技术研制自己的PLC,终于在1977年研制出第一台具有实用价值的PLC。
大规模集成电路和超大规模集成电路的出现使得PLC在问世后的发展极为迅速。现在,PLC不仅能实现继电器的逻辑控制功能,同时还具有数字量和模拟量的采集和控制、PID调节、通信联网、故障自诊断及DCS生产监控等功能[2]。
毫无疑问,PLC将在今后的工业生产中起到非常重要的作用。在20世纪80年代,美国的工业市场调查报告和1989年美国的一份分散控制系统(DCS)的调研报告中,都能看出PLC在工业控制中的重要作用。
传统的运料小车大都是继电器控制,而继电器控制有着接线繁多,故障率高的缺点,且维护维修不易等缺点。作为目前国内控制市场上的主流控制器,PLC在市场、技术、行业影响等方面有重要作用,利用PLC控制来代替继电器控制已是大势所趋[3]。
在国际上PLC迅速发展的形势下,我国多数PLC厂家还没有拥有自主知识产权,能够参与国际竞争的PLC产品,其中之一就是研发实力不够。虽然资金投入、生产和质量管理等因素也占有非常大的比重,但对产品的质量起着决定性作用的是研发投入、研发成果产品化以及生产工艺等。而技术则是贯穿着其中每一个环节,PLC核心技术的开发、产品的后续开发、生产工艺的技术水平是决定产品质量的前提,如何在技术上进一步增强自己的实力,将是国产品牌取得市场竞争优势的关键。
在自动化生产线上,有些生产机械的工作台需要按一定的顺序实现自动往返运动,并且有的还要求在某些位置有一定的时间停留,以满足生产工艺要求。用PLC程序实现运料小车自动往返顺序控制,不仅具有程序设计简易、方便、可靠性高等特点,而且程序设计方法多样,便于不同层次设计人员的理解和掌握。本文以三菱FX系列PLC为例,简要介绍PLC在运料小车自动控制系统中的应用[4]。
目 录
摘 要
第1章 前言 1
第2章 自动送料装车系统研究现状 3
2.1 送料小车控制的发展 3
2.2可编程控制器 3
2.3步进电机 5
2.4 传感器 6
2.5 变频调速技术 6
第3章 设计要求 8
第4章 自动送料装车系统的硬件设计 10
4.1送料装车系统的元件选择 10
4.1.1 送料装车系统PLC的选择 10
4.1.2 送料装车系统电动机的选择 10
4.1.3送料装车系统步进电机的选择 11
4.1.4送料装车系统传感器的选择 11
4.1.5送料装车系统变频器的选择 12
4.1.6系统的电器元件表 12
4.2送料装车系统的主电路图 14
4.3送料装车系统I/O通道分配表 14
4.4变频器和PLC的控制接线图 16
第5章 自动送料装车系统的软件设计 17
5.1送料装车系统的总流程图 17
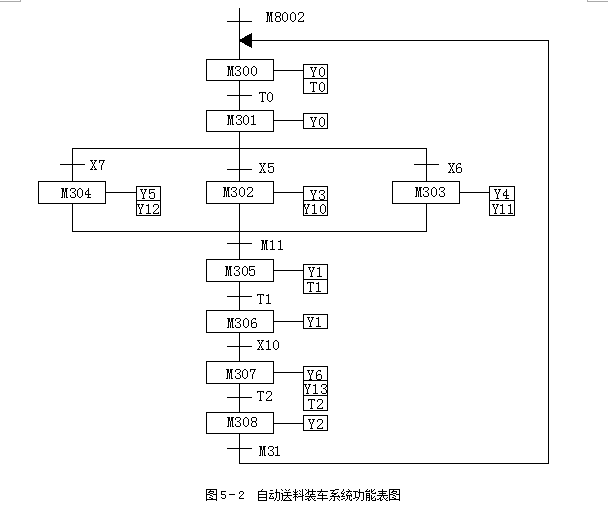
5.2自动送料装车系统的功能表图 18
5.3自动送料装车系统的软件分部设计 19
5.3.1电动机的起停控制设计 19
5.3.2电动机的正反转控制设计 20
5.3.3变频调速控制设计 21
5.3.4时间控制设计 21
5.3.5行程控制设计 21
5.3.6照明及信号显示系统控制设计 21
5.3.7电动机转向控制设计 22
第6章 结束语 24
谢致 25
参考文献 26
附录 27
参考文献
[1] 孙平主.电气控制与PLC[M].北京:高等教育出版社.2004;
[2] 孙平主.可编程控制器原理及应用[M].北京:高等教育出版社.2003
[3] 赵明主.工厂电气控制设备[M].北京:机械工业出版社.1996
[4] 方承远.工厂电气控制设备 [M].北京:机械工业出版社.2000
[5] 李仁.工厂电气控制设备[M].北京:机械工业出版社.1980
[6] 刘占庆.机床电气自动控制[M].北京:机械工业出版社.1980
[7] 中国工控网站 www.gongkong.bysj1.com.cn
[8] 北京鹭岛自动化工程公司 www.bjludao-aoto.bysj1.com
[9] 欧姆龙CPM1A操作手册.上海欧姆龙自动化系统有限公司.1997
[10] 刘延俊.液压与气动传动[M].北京:机械工业出版社,2003
[11] 曲波.工业用传感器选型指南[M].北京:清华大学出版社,2002
[12] 马西泰.自动检测技术电子技术[M].北京:机械工业出版社,2001
[13] 刘敏.可编程控制器技术[M].北京: 机械工业出版社,2001




