





















基于三菱PLC在手机玻璃屏清洗与烘干系统中的应用
摘要:本系统中是通过可编程逻辑控制控制变频器与其它电机或者气缸等执行机构进行动作的自动清洗设备,在整个控制系统中,PLC起到逻辑控制作用,通过采集外部输入信号判断此时机械臂位于的位置,通过清洗时间判断下一步应该执行的动作。系统中上料电机将工件传送到上料入口处,机械臂下行钩篮将机械臂以此放入对应的清洗槽内,然后系统开始清洗,等到清洗槽内的时间完成后,机械臂将清洗工件放入烘干炉内进行烘干,待烘干完成后,清洗工件自动传送到卸料位置进行卸料。本系统中所涉及到的执行机构很多,因此加入HMI人机界面进行监控,通过在人机界面上实时监控每个环节的执行机构并判断出系统此时的产量、报警等信息。
关键词:PLC;HMI;电机;
Application of MITSUBISHI PLC in glass screen and drying system of mobile phone
Abstract: This system is the automatic cleaning equipment operates through a programmable logic control inverter and other motor or cylinder actuators, the control system, PLC plays a role of logic control, the mechanical arm is in judge position through collecting the external input signal, determine the next step should be performed by the action of cleaning time. In the system of feeding motor will transfer a work piece to feed the entrance arm downward hook basket will arm to put into the cleaning tank inside the corresponding system, and then start cleaning, cleaning tank until the time after the completion of the mechanical arm will be cleaning the work piece into the drying furnace for drying, drying after cleaning the work piece automatically sent to the unloading position for unloading. There are many executing agencies involved in the system. Therefore, the HMI human machine interface is added to monitor, execute real-time monitoring of each link's executive organ on the human machine interface, and identify the output, alarm and other information of the system at this time.
keyword:PLC; HMI; motor;
第1章 引言 1
1.1课题来源及现实意义 1
1.2自动清洗与烘干设备系统的发展趋势 1
1.3主要研究内容 2
第2章 整体方案设计 3
2.1系统结构与基本原理 3
2.2控制系统方案确定 4
第3章 控制系统硬件设计 5
3.1可编程逻辑控制器 5
3.1.1 PLC的选型与特点 5
3.1.2 PLC的系统组成部分 6
3.1.3 PLC I/O分配表 7
3.2变频器的选型 8
3.3电机与传感器的选型 12
3.4气动元件选型列表 13
3.5硬件接线电路设计 13
3.5.1 外部接线主电路 13
3.5.2 气缸电磁阀接线 16
3.5.3 PLC外部接线电路 17
第4章 软件设计 18
4.1 程序流程图 18
4.1.1 机械臂运动流程图 18
4.1.2 烘干门气动流程图 19
4.2 程序梯形图分析 20
第5章 HMI人机界面系统设计 24
5.1 HMI画面的绘制 24
5.1.1 清洗与烘干时间参数 28
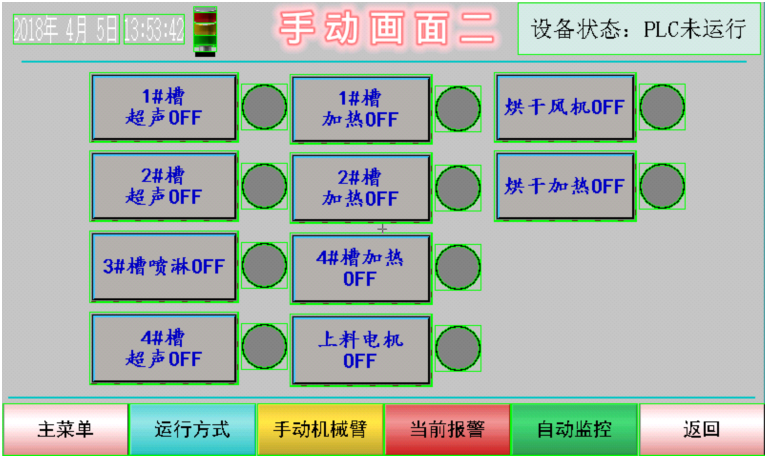
5.1.2 手动控制画面 28
5.1.3 自动监控画面 29
5.1.4 实时报警监控 30
5.2系统调试 31
参考文献 34
第1章 引言
1.1课题来源及现实意义
随着智能手机的普及发展,基本上我国大部分人都在使用大屏智能手机,因此对应的手机配件发展也迅速崛起,手机玻璃屏作为精密的行业自然得到智能手机最重要的一环,所以为了加快手机玻璃屏的生产效率,很多代替人工的设备营运而生,自动清洗机就是作为手机玻璃屏生产中清洗与烘干的自动化设备。
目前我国主要的手机生产量每年的出货量上亿部,手机的玻璃屏生产量也是增量迅猛,手机的玻璃屏是通过普通玻璃经过切割、打磨、抛光、无尘清洗等几个主要环节制作而成,其中最重要的一环也是最后一环是无尘清洗,在清洗后三分钟内需要对手机玻璃屏进行完全无尘烘干,手机玻璃屏烘干后就会在显微镜下检测是否干净,合格的玻璃屏被密封好用于手机厂商的组装。
本系统中通过实际所在公司单位设计的自动化项目,所以本次的毕业设计课题是“基于三菱PLC在手机玻璃屏清洗与烘干系统中的应用”,本系统旨在解决手机玻璃的清洗、烘干。目前在我国很多生产手机玻璃屏生产厂家每天生产大量的玻璃屏,比如胜利精密每天的产量上万片手机玻璃屏,普通的人工清洗方法根本无法完成如此大规模的数量玻璃屏的清洗、与烘干动作,就算完成了清洗与烘干,付出的人工与时间成本也远远大于生产玻璃屏的成本。为了解决这两个问题,本系统中设计的自动化清洗设备可以成批量的完成手机玻璃屏的清洗与烘干工作,本系统以PLC为逻辑控制中心,变频器控制机械臂运动速度,HMI控制清洗时间、烘干时间、设备的自动监控,同时通过温控器控制烘干炉的温度,以此达到清洗所需时间与烘干所需的温度要求,完成手机玻璃屏的成批量清洗,本系统所设计的清洗系统对公司的生产效率有很大的提高,节约大量的生产劳动成本,给公司带来很大利益。
1.2自动清洗与烘干设备系统的发展趋势
目前我国很多精密加工企业从事各种精密零部件的加工生产工作,正如我们所熟知的车床类的加工,这类精密加工出来的产品往往都是带有油性或者其它杂质性的初级产品,每一个加工出来的零部件都需要进行去毛刺与去杂质清洗,这样才可以符合下一道生产工序的使用。过去很多行业对于清洗零部件停留在人工清洗环节,没有将产品进行
批量清洗的思路,随着企业生产量的增加,车床加工出来的产品数量的增多,人工清洗已经不能满足生产需求,批量的清洗已经是企业优先考虑的思路。
在欧美国家,他们在产品清洗行业已经做了很多年,尤其是德国的精密清洗行业已经形成一条完整的产业链,从产品的超声清洗到产品的热风烘干,整个过程完全实现清洗自动化,并且针对不同的行业的产品,设计出不同的自动化清洗设备。
我国在进入21世纪处,也有相关的自动化行业涉及自动清洗设备,比较有名有深圳和科达精密清洗,上海科瑞达精密清洗,这些精密清洗行业根据客户的不同要求,设计出相对的清洗烘干产品。
1.3主要研究内容
本系统中所涉及的自动化清洗、烘干系统中主要包括三个部分,
1.工件在清洗槽中经过1#超声清洗、2#超声漂洗、3#喷淋清洗,4#超声漂洗,在清洗中,玻璃屏成批量放在清洗篮筐中,每筐产品通过机械臂抓取放置。
2.在4#清洗完成后,机械臂将篮筐抓取放在烘干炉的自动传送入料口,入料气动门打开,传动电机将篮筐送入烘干炉内,然后烘干热风加热。烘干时间到后烘干门自动打开,篮筐自动送出来。
3.本系统中每个清洗槽时间、烘干时间通过触摸屏上输入,清洗槽、烘干炉温度通过温控器设计,机械臂在运动中的速度通过变频器控制实现。
第2章 整体方案设计
2.1系统结构与基本原理
通过如图2-1系统组成框图可以清晰看出本系统的几个主要的控制过程,(1)在本系统中以三菱PLC与三菱触摸屏为主控单元。(2)本系统中的触摸屏与PLC之间互相通信,既可以通过触摸屏实时监测PLC的每个输入输出点的情况,也可以监测整个系统的运行动作,反过来通过在触摸屏上设置一些按钮来代替实际的按钮,是的控制方式更加智能简单化。(3)清洗系统分为4个清洗槽,包括三个超声清洗槽,一个喷淋清洗槽,超声清洗槽通过超声波的作用将CNC加工后的玻璃屏进行清洗,然后再经过喷淋清洗将表面的杂志进行去除,最会再经过纯水超声清洗(4)本系统通过使用变频器控制机械臂的水平与垂直电机的速度,实现多段速控制。(5)本系统中上料传送电机采用普通的减速电机进行传送,当入料位检测有清洗篮筐后自动停止,烘干隧道炉中的传送电机采用减速电机按照步进工位进行传送,步进传送通过程序进行控制(6)烘干气动门通过双控电磁阀进行控制气动门的上升与下降。
参考文献
【1】王庭有.《可编程控制器原理及应用》.第二版. 国防工业出版社.2008
【2】《AIRTAC产品综合型录》.大陆版.亚德客国际集团.2016
【3】许晓峰.《电机及拖动》.第三版.高等教育出版社.2007
【4】肖军 孟令军.《可编程控制器原理及应用》.清华大学出版社.2008
【5】高钦和.《PLC应用开发案例精选》.第二版.人民邮电出版社.2008
【6】宋伯生.《PLC编程实用指南》.机械工业出版社. 2007
【7】廖常初.《FX系列PLC编程及应用》.机械工业出版社.2006
【8】张培志.《电气控制与可编程序控制器》.化学工业出版社.2007
【9】谢剑 贾青.《微型计算机控制技术》.第3版 国防工业出版社.2001.
【10】范永生 王岷.《电气控制与PLC应用》.第二版.中国电力出版社.2007
【11】尹刚. 基于PLC控制交流变频调速系统设计(硕士学位论文).沈阳工业大学.2008
【12】李艳红.《传感器原理及其应用》.北京理工大学出版社.2010
【13】孙余凯.《传感器应用电路300例》.电子工业出版社.2008




