






基于PLC直流无刷电机恒线速度卷绕设备控制系统及MCGS组态设计
摘要:直流无刷电机因为具有直流有刷电机的特性,同时也是频率变化的装置,所以又名直流变频,电机的运转效率、低速转矩、转速精度等都比任何控制技术的变频器还要好,所以值得业界关注。无刷电机在我国的发展时间虽短,但是随着技术的日益成熟与完善得到了迅猛发展。而卷绕系统在生活中必不可少,常应用于纺织、印染、造纸、冶金等行业。多数情况下,要求卷绕加工过程中保持张力恒定,而恒张力又常常和恒线速度相关。但是卷绕过程则不同,有时要求内紧外松,即要求实现变张力控制,随着卷径的增大,张力逐渐变小。
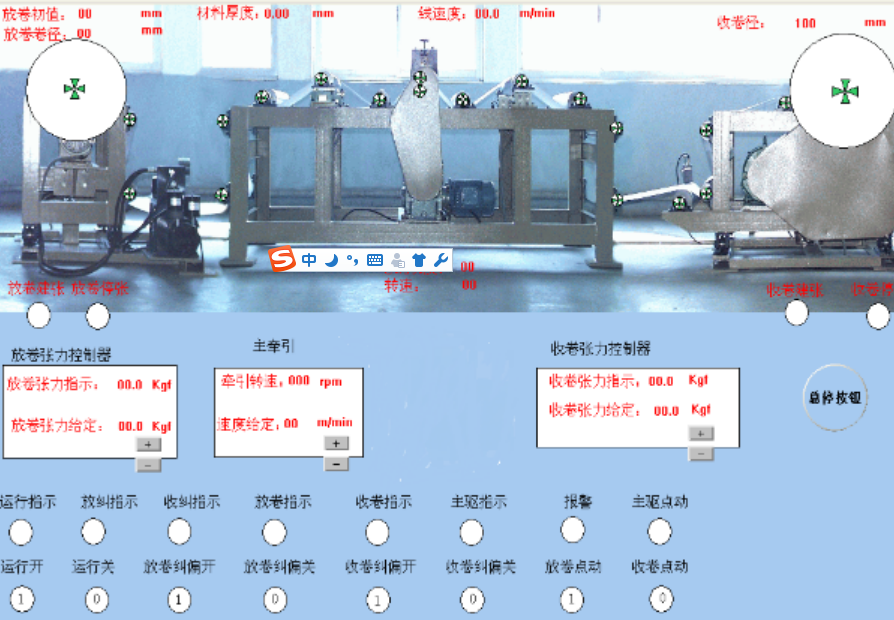
本设计主要以PLC为控制核心,组态软件为监控层,结合无刷直流电机,实现恒线速度系统的设计与制作,并进行正确的伺服驱动设置,同时可以利用触摸屏进行操作和监控,实现工业用恒线速度的模拟功能。
关键词:无刷直流电机;卷绕系统;恒线速;PLC;组态。
Adjustment and implementation of constant line speed winding device for DC brushless motor
Abstract:Brushless DC motor because of DC brush motor characteristics, also device as well as the change of frequency, so also known as DC inverter, the running efficiency of the motor, torque and low speed, speed accuracy are than any control technique of inverter even better and therefore worthy of concern to the industry. Brushless motor in China's development time is short, but with the technology are becoming increasingly mature and perfect obtained the rapid development. And the winding system is essential in life, often used in textile, printing and dyeing, paper making, metallurgy and other industries. In most cases, constant tension winding process, and constant tension and often and constant line speed related. But winding process is different Sometimes, it is required to tighten the outer loose, that is, to achieve variable tension control, with the increase of the volume diameter, the tension gradually smaller.
This design mainly with PLC as the control core, configuration software for monitoring layer, combined with brushless DC motor, realize constant line speed system design and production, and correct the servo drive set, also can use touch screen operation and monitoring, industrial use of constant line speed of the simulation function.
Key words: Brushless DC motor; winding system; constant line speed; PLC; configuration.
一、引言
1.1课题来源及研究意义
本文起源于工业卷绕生产线,来源于无锡职业技术学院机智能工厂,广泛贴近生活实际。
随着卷绕设备在生产线的大量使用,电机控制的卷绕系统越来越受到欢迎。随着客户要求的不断提高,早先的手动卷绕机已经不能达到生产要求,必须改进卷绕控制系统。控制物料的放卷和收卷要保持恒线速度运行,来提高成品的合格程度。电机以其高精度、高速度、高效率等特点成为了整个卷绕系统中不可或缺的一部分。
而本设计主要是利用了PLC、直流无刷电机、结合纠偏装置实现恒线速度卷绕系统的设计与制作,并进行正确的伺服驱动设置,同时可以利用触摸屏进行操作和监控,实现工业用恒线速度的模拟功能。
1.2直流无刷电机概况
无刷直流电机主要是由电动机主体以及驱动装置组成,属于机电一体化专业的研究成品。因为电机是以自控式的方式进行运行的,所以不需要额外另加启动绕组,也不会在负载发生变化时产生异样。电动机的解法和三相异步电动机同出一辙。无刷直流电机同时具有直流有刷电机和频率转化的特性,所以又名直流变频。无刷直流电机的运行能耗低、低转矩、精转度等都高于变频器,值得大家去注意。从近十年观看,无刷电机推动着模型行业的发展。因为产量效率低、价格高的原因,高端设备模型中才有此电机的身影。随着机械领域行业的大力发展,无刷电机大量生产,目前生产线上随处可见到它。从个人用途到公司生产线,不同型号的无刷直流电机随处可见。因为电机是采用半导体开关器件来达到电子换向的目的。电机以电子开关等元件来取代接触式的换向器和电刷,所以它可精度高、安全性好、干扰低,常用于电子仪器、生产线设备及个人办公用品中。
1.3 卷绕设备概况
随着卷绕设备在工业生产的大量投入,卷绕设备的市场需求量不断的增加,如纺织、印染、造纸、冶金等行业,产品的质量也在逐步增高。卷绕设备的好坏意味着产品质量的好坏。大多数情况下而言,我们要求在产品生产的过程中保持恒定的张力控制,即恒线速度运行。但是卷绕生产过程中要求往往因人而异,我们有时需要内紧外松,即变换的张力控制。有时卷绕的半径增大,张力需要逐步减小。
本设计是全自动化的卷绕系统,符合于生产生活的实际需求。在用到卷绕设备的生产线上常常出现很多问题,如在纺织业、化工产品、生活用品等的研制过程中,待加工的材料的放卷、收卷都需要控制恒定的张力,因为张力的大小决定这产品的质量。我们需要在产品的卷绕过程中以恒定的张力控制运行,且从头到尾都不发生变化。如果张力变换过大,会造成产品质量大打折扣。通常会导致加工材料的拉伸变形以及造成收卷不整齐,从而影响到产品的状况。在卷绕生产系统中,张力控制显得格外重要。张力控制对所有卷绕系统设备都必须保持着主控制的地位,包括机械的速度运行状况。即使在突发状况情况下,也应该保证加工材料的合格程度。张力控制是否恒定直接到影响着产品的合格程度。大多数情况下,我们需求张力恒定的控制,而在收卷过程中,我们要求锥度控制。即使待产材料里面紧,外面松,使卷材在卷绕后不太会出现形状变动。
二、卷绕设备的设计
2.1 卷绕系统设计概况
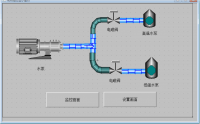
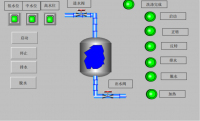
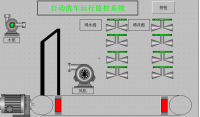
本系统主要包括PC机、PLC、张力控制器、、纠偏控制器等组成部分。系统采用PLC进行控制。由于PLC很难进行自我监控,我们用PLC和电脑进行连接,充分利用了人机界面功能,同时提高了PLC对系统的控制程度。大大不仅缩减了控制系统的结构。在主牵引离方面,我们主要是利用三菱FR-A540-1.5K变频器来给系统提供一个初速度。在主动收卷方面,我们采用常州宏大HVS–G三相直流可控硅调速装置去驱动直流电机。从而达到张力的控制。在放卷和收卷的张力控制系统中,都采用了三菱LE-40MTA-E的张力控制器。在产品加工过程中,放卷采用气动-液压自动纠偏装置,收卷采用光电纠偏装置来对其进行调整。从而提高产品质量,降低产品价格。
2.2 卷曲方式分类比较
1、直流电机 直流电机拥有很好的调速范围,调速平稳,超负荷适应能力强,但是启停转矩较大。电源电压对电机的转速起到决定性的作用,我们可以通过降低电压来降低转速;但其同步性差极,响应迟钝。
2、力矩电机 力矩电机具有低转速、超负荷能力强、响应迅捷、线性关系、力矩平稳等优点;但很难控制张力,线性差。
3、交流电机 通过变频器牵引交流电机进行调速,替换了传统的直流电机改变电压调速的方法,从而使张力和卷绕设备线速度恒定,操作简单,安全。但由于起动瞬间电流波动较大,会损坏元器件及电源。。
4、伺服电机 拥有自我调整、响应迅速便捷、低振动等;但由于对其控制的成本过大,很难普遍使用。
5、气动抱闸 价格低廉、较大的转矩,较强的超负荷能力;但由于起动瞬间电流波动较大,需要额外的连接一个气源
2.3 放卷方式的选用
系统设计中放卷轴上是没有动力的,其主要的放卷方式由变频器来牵引,我们常常把它叫做被动放卷。反之,若放卷轴能够主动进行自动放卷,它不需要其他设备进行帮助,我们常称之为主动放卷方式。按照放卷方式的不同可以分为以下两类:
1.按被动放卷方式分:磁粉离合器、气动抱闸
2.按主动放卷方式分:直流电机交流电机力矩电机伺服电机 ,而力矩电机又可以分为交直流力矩电机。
一、选题简介、意义
直流无刷电机由电动机主体和驱动器组成,是一种典型的机电一体化产品,属于同步电机的一种。直流电机具有响应快速、较大的起动转矩、从零转速至额定转速具备可提供额定转矩的性能。 无刷电机是指无电刷和换向器(或集电环)的电机,又称无换向器电机。电机的定子绕组多做成三相对称星形接法,同三相异步电机非常相似。
而卷绕系统在生活中必不可少,常应用于纺织、印染、造纸、冶金等行业。多数情况下,要求卷绕加工过程中保持张力恒定,而恒张力又常常和恒线速度相关。但是卷绕过程则不同,有时要求内紧外松,即要求实现变张力控制,随着卷径的增大,张力逐渐变小。
随着科技的发展,人类朝着全自动化的时代发展,本课题的完成,更加阐释了电机在自动化生产中的重要性;同时经过这类项目的开发实践,也可使学生的综合知识快速与工程实际结合、移植,进一步提高学生的工程实践能力。
二、课题综述(课题研究,主要研究的内容,要解决的问题,预期目标,研究步骤、方法及措施等)
㈠主要研究内容
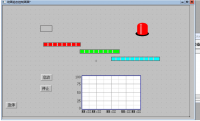
本设计主要利用PLC结合直流无刷电机、昆仑通态触摸屏实现恒线速度系统的设计与制作,并进行正确的伺服驱动设置,同时可以利用触摸屏进行操作和监控,实现工业用恒线速度的模拟功能。
㈡拟解决的主要问题;
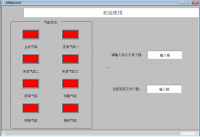
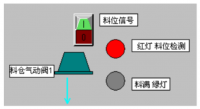
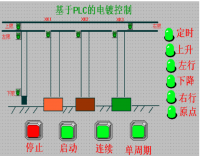
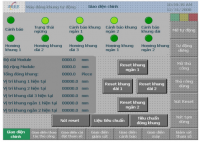
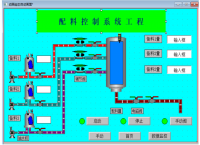
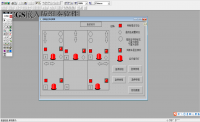
1.MCGS触摸屏等图纸的绘制;
2.PLC的程序编写;
3.PLC结合触摸屏对卷绕系统的实时控制。
㈢预期目标
通过PLC结合触摸屏对卷绕系统的实时控制,实现工业用横线速度设备的模拟功能。
㈣研究步骤
①熟悉课题,初步构思,拟定大纲;
②收集资料,撰写开题报告;
③进行卷绕系统的设计及PLC程序的编写;
④进行实验,发现并解决问题;
⑤整理资料,完善毕业设计论文
⑥进行答辩。
㈤研究方法及措施
研究方法:查找资料法,实验法
措施:基于PLC结合触摸屏实现工业用横线速度卷绕设备的模拟功能。
目 录
摘要 1
第1章 引言 2
1.1 课题来源及意义 2
1.2 直流无刷电机概况 2
1.3 卷绕设备概况 2
第2章 卷绕设备的设计 3
2.1 卷绕系统设计概况 3
2.2 卷取方式的分类比较 3
2.3 放卷方式的选用 4
2.4 收卷方式的选用 5
2.5 系统构成及原理 5
第3章 卷绕系统主要部件设计 7
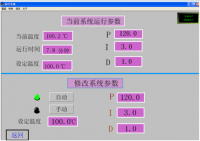
3.1 张力控制系统设计 7
3.1.1 放卷张力控制 8
3.3.2 收卷张力控制 9
3.2 主牵引设计 10
3.3收卷驱动设计 11
3.4 纠偏装置设计 12
3.4.1 放卷纠偏 12
3.4.2 收卷纠偏 13
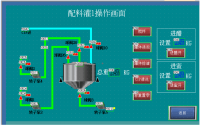
3.5 组态软件设计 14
第4章 PLC程序设计 18
4.1 PLC概况 18
4.2 PLC的程序设计 19
第5章 设计总结 22
参考文献 23
附录 24
致 谢 27
主要参考文献
[1]陈玉泉,电子技术常用器件应用手册1版 机械工业出版社 1999.7
[2]王秦素,电机拖动技术动向2版. 电气转动出版社 1991.4
[3]肖江明,卷取机的控制技术2版 电子应用出版社 1998.7
[4]张友汉,电子线路设计应用手册.1版.科学技术出版社.2000
[5]夏长亮,无刷直流电机控制系统.1版.科学出版社.2009
[6]高孝纲,变频器、PLC在纺织工业中的应用.1版.机械工业出版社.2009
[7]FX2N 系列可编程控制器使用手册·三菱电机自动化有限公司
[8]三菱变频器使用说明书·三菱电机自动化有限公司
[9]三菱张力控制器使用说明书·三菱电机自动化有限公司
[10]王峰,浅析幅状材料传送中的张力控制1版 轻工机械,19989.3
[11]胡寿松,自动控制原理1版 国防工业出版社 1999
[12]陈玉泉,电子技术常用器件应用手册1版 机械工业出版社 1999.7
[13]王明,现代传感技术2版.电子工业出版社1998.5
[14]高震东,卷染机机电一体化传动系统2版.青岛大学学报 1995 .9
[15]肖江明,卷取机的控制技术2版 电子应用出版社 1998.7
[16]张松春,恒线速原理应用2版 常州轻工业出版社 1998.4
[17]谢志萍,传感器与检测技术.2版. 电子工业出版社. 2009
[18]王兆安,刘建军.电力电子技术.5版. 机械工程出版社.2009
[19]汤光华、宋涛, 电子技术.1版.化学工业出版社2005
[20]邱世安,机电一体化技术.1版. 电子科技大学出版社2004



