





















基于三菱PLC与伺服的螺母自动供料系统设计
摘要:自动送料系统是一种物料传送装置设备,传统的供料设备就是一个普通的传送带,但是很多体积较小的零部件就不能满足实际的应用要求了。在系统中通过可编程逻辑器控制的作用控制一套完整的设备,将杂乱无章的螺母通过震动盘的作用按照一定的顺序依次向固定方向运动,然后通过气缸抓取的作用将工件放置在伺服转盘处,伺服带动转盘按照固定的角度旋转,然后位移传感器检测转盘上的螺母高度参数,通过模拟量模块中程序的转换,现实检测螺母的参数,并于标准的螺母数据进行对比,电缸带动气缸夹爪将检测后的螺母按照OK与NG的两种结果分别放置到对应的位置,待下个工位继续使用。在本系统通过加入Proface为显示界面,在显示界面中加入手动操作界面、自动界面、报警显示等控制界面实现整个系统的良好控制。
关键词:自动送料;位移传感器;伺服转盘;自动界面;
Design of Nut Automatic Feeding System Based on Mitsubishi PLC and Servo
Abstract: Automatic feeding system is a kind of material conveyor equipment. Traditional feeding equipment is a common conveyor belt, but many smaller parts can not meet the actual application requirements. In the system, a complete set of equipment is controlled by the function of programmable logic controller. The disorderly nuts move in a fixed direction in a certain order through the action of vibrating disc. Then the work piece is placed on the servo turntable by the action of cylinder grabbing. The servo drives the turntable to rotate at a fixed angle. Then the height of the nuts on the turntable is detected by displacement sensor. Through the conversion of the program in the analog module, the parameters of the nuts are measured and compared with the standard nuts. The cylinder driven cylinder claw places the nuts in the corresponding positions according to the results of OK and NG respectively, and the nuts will be used at the next station. In this system, Proface is added as the display interface, and manual operation interface, automatic interface, alarm display and other control interfaces are added to the display interface to achieve good control of the whole system.
keyword:Automatic feeding; Displacement sensor; Servo turntable; Automatic interface;
第1章 引言 1
1.1课题简介与意义 1
1.2自动供料系统现状及发展趋势 1
1.3本课题的主要研究内容 2
第2章 控制系统整体方案 3
2.1工艺过程分析 3
2.2系统总体结构设计 4
第3章 控制系统硬件设计 5
3.1可编程逻辑控制器 5
3.1.1 PLC的硬件基本结构及工作原理 5
3.1.2 PLC的特点与选型 5
3.1.3 I/O 地址分配表 6
3.1.4 PLC外部接线图设计 7
3.2伺服控制系统的设计 9
3.2.1 伺服驱动系统设计与选型 9
3.2.2 伺服驱动电机选型 10
3.2.3 伺服控制系统电路设计 11
3.3电缸控制系统的设计 12
3.3.1 电缸驱动系统设计与选型 12
3.3.2 电缸驱动电机选型 12
3.3.3 电缸控制系统电路设计 13
3.4螺母震动盘控制系统的设计 14
3.4.1 螺母震动系统的设计与选型 14
3.4.2 震动控制系统电路设计 14
3.5气动系统设计 15
3.5.1 气动系统原理图 15
3.5.2 气动原件选型 15
第4章 控制系统软件设计 17
4.1 系统软件流程图 17
4.2 PLC梯形图分析 18
4.2.1 旋转伺服控制程序 18
4.2.2 电缸送料控制程序 25
4.2.3 螺母震动控制程序 28
4.2.4 气动逻辑控制程序 29
第5章 HMI人机界面 47
5.1人机界面的综述与选型 47
5.2人机界面的初始化界面 48
5.3人机界面的自动监视界面 48
5.4人机界面的产品型号画面 49
5.5人机界面的功能画面 50
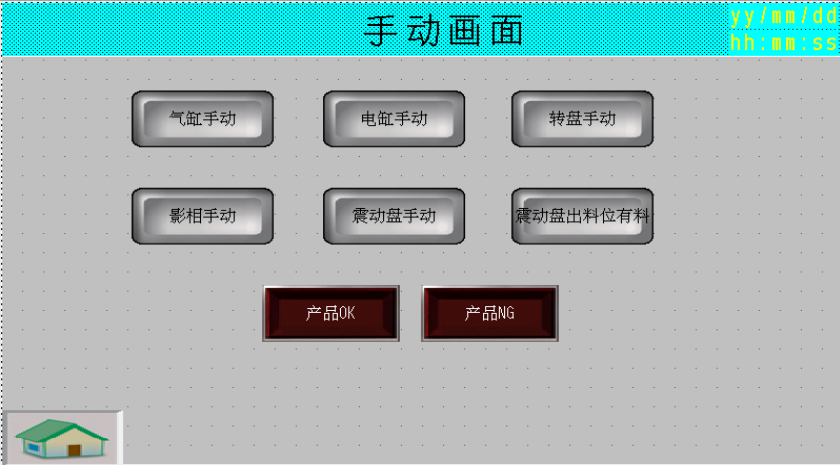
5.6人机界面的手动画面 51
5.7人机界面的位移标定画面 53
5.8人机界面的I/O画面 54
5.9人机界面的报警画面 57
小结与致谢 58
参考文献 59
第1章 引言
1.1课题简介与意义
供料系统是目前很多工厂企业常用的一种生产设备,尤其是在加工制造行业中,供料系统是作位排头兵的存在,一个良好的供料系统会直接影响生产设备的正常运行与否。因此对于很多企业来说,每一种加工产品的设备都必须安装与之相配套的供料系统作位辅助。在批量制作产品过程中,利用自动化控制技术实现高效率、高稳定、可持续的操作设备是每个企业都在追求的目标。本课题来源于实际的工作项目中,因此出发点以及实际解决问题的思路于方式方法都与现实工作中相接近。自动供料系统作为自动化控制领域中提高生产效率重要的一个环节,不仅将复杂供料设备从复杂到简单进行处理,而且在很多环节中将企业的生产效率成倍的提高。
本次的毕业论文设计是针对我大学三年学习成果的一个检验,是从理论知识到实践的一个良好的过度,虽然在某方面来说,这次的毕业设计是通过实际工作中学习过度过来,但是对于我个人来说是将过去的理论知识与目前现实中操作结合的一个成果,因此还是有很大的难度的,所以更值得我为之付出一定的努力。通过本次的自动供料系统设计 让我积累了非常宝贵的经验,对未来的学习与工作都有一个很大的帮助与提高。
1.2自动供料系统现状及发展趋势
自动送料系统是一种物料传送装置设备,在整个传送系统中包含了各种检测装置,所以自动化性能良好,被取代了老旧的单功能传送系统,传送系统的功能多样性,同时也会跟着厂家的特殊要求,设计出各种类型的自动送料系统。
传统自动供料系统就是普通单独一个电机带动一个传送带托运物品从起始位置运送到末尾,这种传统的老旧送料系统已经被现代技术所抛弃。目前自动化行业发展迅猛,在3C与汽车零部件、食品加工等行业中自动化程度应用最高,目前工业4.0技术就是应用在先进的自动化控制技术方面。因为企业中应用自动化的设备越来越多,良好的供料系统就决定了整台设备能否顺利的应用与加工,完善的供料系统对整个加工制造行业至关重要。自动供料系统主要是按照预先设定好的程序运行送料功能并送到指定的位置点,在整个供料过程中不会有操作人员干涉供料设备,但是在供料系统运行过程中会有传感器或者相机等检测设备检测供料过程中是否会有物料的OK与NG,当供料系统判断有出现物料NG后通过气缸机械手将NG物料抓取放到NG料斗内,保留OK物料送到执行位置处。所有先进的自动供料系统包括逻辑程序控制、传感器检测、伺服传送精确定位、视觉检测控制系统等其它智能检测机构共同组成。
本系统中的自动供料系统主要包括可编程逻辑控制器、震动盘供料、伺服、电缸、气缸、位移模拟量等机构共同组成,工人将物料螺母整体放在震动料盘内,然后可编程逻辑控制器控制震动料盘将螺母震动送到震动盘出口处,然后气缸过来夹取放到伺服转盘工位处,伺服转盘将螺母送到电缸夹爪抓取位置,电缸带动气缸夹爪将物料抓取,将螺母再送到下一个设备的抓料端。在整个送料系统中无论是震动盘送料到位还是气缸的抓取检测都需要传感器进行检测,电缸与伺服的工作则保证精度的完美融合,然后精确的送到指定位置,生产设备提供快速、精确的供料系统。
1.3本课题的主要研究内容
本课题是以螺母自动供料系统在实际应用中为设计依据,以基于三菱PLC、伺服、电缸、HMI、等技术为基础开发的一种多种型号螺母供料控制系统的设计,主要研究内容包含一下五个方向:
1.螺母圆震震动盘与直震震动将螺母送料快速准确送到气缸取料位置,实现取料位置缺料自动震动补料;
2.气缸从螺母取料位置将螺母准确抓取并放到伺服转盘上料端口;
3.伺服转盘上料位置检测有料后旋转90度,切换到下一个工位;
4.电缸与气缸配合将工件抓取然后放到系统设定的位置;
5.根据控制要求将逻辑程序与触摸屏程序结合起来,控制外部硬件实现自动动作。
第2章 控制系统整体方案
2.1工艺过程分析
本系统是基于三菱PLC与伺服的螺母自动供料系统设计,在设计具体的控制过程中需要分析整个控制系统的工艺过程,本系统中工艺过程主要涉及到以下几个目标点位:
(1)螺母在圆形震动料盘内无规则的堆放着,在圆形振动盘震动的时候螺母会有规律的被震动到传送轨道上。
(2)当圆形震动料盘将杂乱无章的螺母依次有序震动到传送轨道后,与轨道对接处是直震震动盘,直震震动盘再将螺母平稳的向前继续震动,直到震动到料盘输出位。
(3)当螺母被震动到料盘输出位后会有一个光前传感器检测到位信号,然后上料气缸下行将螺母抓取然后提升到气缸原位。
(4)当螺母被提升气缸提升到原位的时候,推送气缸将提升气缸推动到位,然后提升气缸下行,将螺母放在转盘处,气缸返回原位。
(5)转盘上料位有一个但反射传感器,当检测到螺母后,伺服转盘开始旋转90度到下一个工位,放料气缸继续继续进行放料。
(6)当螺母转动到第四个工位后,电缸运动到位,将第四个工位的螺母夹取起来,然后移动到与设备对接的地方放下。
参考文献
【1】李金城.FX三菱系列PLC定位控制应用技术[M]电子工业出版社.2014
【2】殷洪义.可编程控制器选择、设计与维护[M].北京:机械工业出版社.2002
【3】许晓峰.《电机及拖动》.第三版.高等教育出版社.2007
【4】肖军 孟令军.《可编程控制器原理及应用》.清华大学出版社.2008
【5】高钦和.《PLC应用开发案例精选》.第二版.人民邮电出版社.2008
【6】宋伯生.《PLC编程实用指南》.机械工业出版社. 2007
【7】廖常初.《FX系列PLC编程及应用》.机械工业出版社.2006
【8】张培志.《电气控制与可编程序控制器》.化学工业出版社.2007
【9】王永华 . 现代电气控制及PLC应用技术 .北京:北京航空航天大学出版社,2014.
【10】范永生 王岷.《电气控制与PLC应用》.第二版.中国电力出版社.2007
【11】陈建明,等.电气控制与PLC应用[M].北京:电子工业出版社,2006
【12】李艳红.《传感器原理及其应用》.北京理工大学出版社.2010
【13】孙余凯.《传感器应用电路300例》.电子工业出版社.2008



