





















基于西门子PLC与伺服的汽车零件旋铆控制系统设计
摘要:本课题是以汽车零部件生产线上实际应用为设计依据,以基于西门子PLC与伺服技术为基础开发的一种多种型号铆钉控制系统的设计。在实际控制中通过在HMI设置对应的四个需要旋铆位置,推送气缸将待旋铆的工件推送到位,再通过伺服电机带动丝杆运动控制旋铆电机进行水平方向多个精确点位的运动,旋铆电机运动到位后,系统控制液压电机进行下压进行旋铆作用,在液压电机工作的时候,旋铆电机自动旋转配合行程一个向下又旋转的角度力,然后将工件旋铆加工。在本系统中HMI人机界面与PLC的逻辑程序相互配合通讯,实现显示对应操作按钮与自动控制界面,显示报警的参数信息。
关键词:西门子PLC;HMI;伺服技术;控制系统;
Design of Rotary Riveting Control System for Automobile Parts Based on Siemens PLC and Servo
Abstract: This topic is based on the practical application of automobile parts production line, and based on Siemens PLC and servo technology, the design of a variety of rivet control system. In the actual control, by setting the corresponding four riveting positions in HMI, the pushing cylinder pushes the work piece to be riveted to the position, then the servo motor drives the screw movement to control the riveting motor to move at many precise points in the horizontal direction. After the riveting motor is in place, the system controls the hydraulic motor to perform the downward pressure riveting action. When the hydraulic motor works, the rotary motor rotates. The riveting motor automatically rotates with a downward and rotating angular force on the stroke, and then rivets the work piece. In this system, HMI man-machine interface and PLC logic program cooperate with each other to communicate, realize displaying corresponding operation button and automatic control interface, and display alarm parameter information.
keyword:Siemens PLC; HMI; Servo technology; Control system;
第1章 引言 1
1.1课题简介与意义 1
1.2现状及发展趋势 1
1.3本课题的主要研究内容 2
第2章 控制系统整体方案 4
2.1工艺过程分析 4
2.2系统总体结构设计 5
第3章 控制系统硬件设计 7
3.1 可编程逻辑控制器 7
3.1.1 PLC的介绍与原理分析 7
3.1.2 PLC的特点分析与选型 8
3.2 西门子伺服与气动系统的设计 9
3.2.1 伺服驱动系统的设计 9
3.2.2 驱动电机与驱动器的选型 9
3.2.3 液压与旋铆控制系统的设计与选型 9
3.2.4 气动控制系统的设计与选型 10
3.3系统接线图 10
3.3.1 I/O 地址分配表 10
3.3.2 伺服控制电路设计 12
3.3.3 旋铆液压系统电路设计 13
3.3.4 气动电路接线图 14
3.3.5 PLC外部接线图 15
第4章 控制系统软件设计 18
4.1 系统软件流程图 18
4.1.1 左工位气缸自动程序分析 21
4.1.2 右工位气缸自动程序分析 25
4.1.3 伺服与旋铆程序分析 25
第5章 HMI人机界面 29
5.1人机界面的选型与制作 29
5.2伺服配方参数设置 29
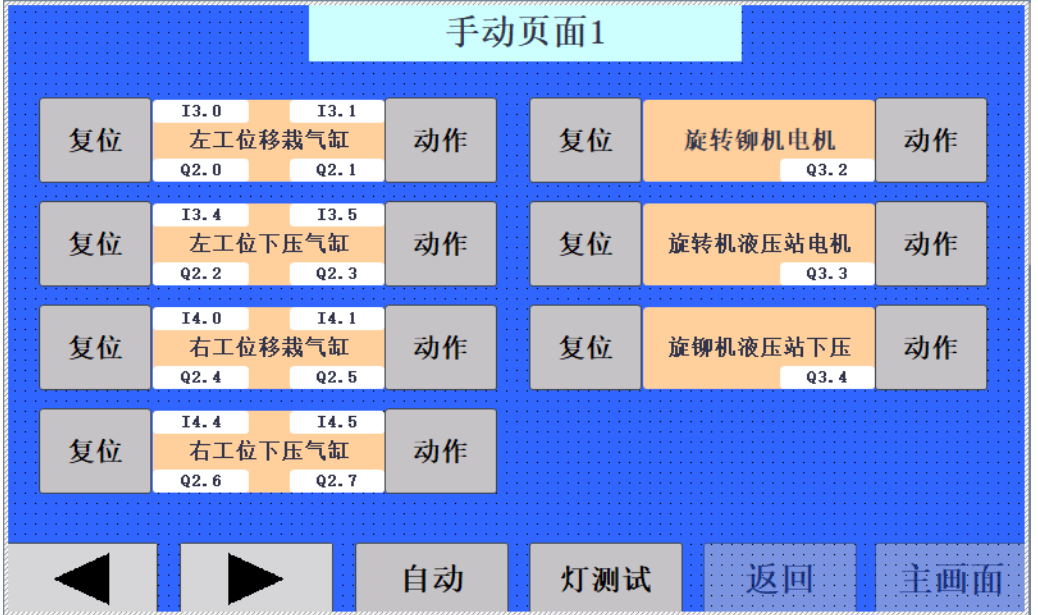
5.3 PLC中的手动监控界面 30
5.3报警界面设计 32
小结与致谢 33
参考文献 34
第1章 引言
1.1课题简介与意义
随着工业快速的发展,自动控制生产技术已在各种制造业中运用。汽车这个巨大的消耗品也在不断的吸引着自动行业加大投资技术的力度,据不完全统计,一辆汽车的生产从原料加工,零部家的加工生产,再到组装完成,整套复杂的过程吸引着上千个行业种类,在汽车零部件生产与组装加工中,自动化得到充分的发挥,旋铆控制系统是目前自动旋铆机控制的一个领域,通常情况下通过液压旋铆机的作用下通过高压的旋转使工件按照一个固定有规则的方向变形加工,使两个分离的工件可以巧妙的铆接在一起。自动旋铆控制是自动控制生产技术中重要的一个环节,利用自动化控制技术可以实现更高效的生效率。
在汽车零件中有两个常见的旋铆加工后的产品,汽车的门锁是通过旋铆进行安装完成的,普通的螺丝钉安装对这种需要反复动作的设备具有很大的磨损性,因此车锁的生产是通过旋铆进行连接的。另一种是汽车万向联轴器,汽车上会有很多使用到万向联轴器,比如换挡把手,换挡把手可以多个角度来回切换并且手感方向控制稳定,这是因为操纵杆的一端是一个球头安装在旋铆后的旋铆球帽中,球头在被旋铆后球帽内可以多角度的来回运动。像类似门锁与换挡把手都是通过旋铆作用将连杆安装在一个固定的工装中的,避免了螺丝长久使用的松动,同时具有天然铸造后的耐用性能。
通过此次毕业设计,会进一步提高自己的工程实践能力。毕竟自己独自一人完成此次课题是有难度的,在完成该课题的期间,肯定会遇到各方面的问题,问题就是用来解决的,得把在学校所学到的知识充分的利用起来,来检验自己在课堂所学的知识是不是很好的掌握。本课题的完成,将为我们以后的工作积累很大的经验,也会提升我们不少的自信心。
1.2现状及发展趋势
旋铆控制的工作方式是通过液压机将旋铆头压到需要铆接工件的接触表面,然后旋铆头开始旋转,同时通过液压机的作用,将旋转过程中的旋转压力施加到连接的工件上,然后将被旋铆的工件局部变形并逐步行程旋铆头内部固有的形状,此时由于旋铆与挤压的作用,旋铆出来的工件会变得牢固并达到类似于天然的铸造的效果。在整个旋铆过程中,旋铆机的作用就是通过不停的量变来达到质变的过程,所以一台完整的旋铆机的核心必然包括下压于旋转两部分。
旋铆技术发展使需要连接的两个物体不需要焊接就可以实现两个工件完美的连接,旋铆机由于体积和重量的原因,旋铆设备在旋铆的时候效率很慢,需要人工拿工件到固定的一个点位,然后再操作旋铆机进行旋铆工作,旋铆机的时间于位置固定式固定的,所以这种工作模式就给企业的生产效率带来不便的控制,毕竟不能连续多位置的旋铆控制。因此很多企业开始设计一种可以快速旋铆同时可以又可以精确定位控制的旋铆设备来代替过去单一功能的旋铆控制设备。
目前很多自动化公司开始设计通过丝杆带动旋铆机进行水平方向进行多点位运动的装置,丝杆通过联轴器来连接伺服电机,伺服电机控制旋铆机的精确运动到任何位置,然后通过位移传感器检测旋铆过程中位置的实时变化,或者通过程序中设置不能工件的旋铆时间控制旋铆的效果。自动并精确控制旋铆机进行工作是未来旋铆设备主要的发展方向,作位非标自动化的一种控制设备,必有可编程逻辑控制于触摸屏、传感器、气缸等控制原件,通过可编程逻辑的控制,可以实现旋铆设备的自动化逻辑控制化,不再受制于工人的手动操作,可以按照程序的逻辑设置运行动作并完美实现铆钉控制于精确定位功能,气缸与传感器的作用再代替人工搬运于检测的作用,将两个需要铆接的物品搬运到指定的铆接处,然后通过触摸屏的可视化操作界面实现多功能控制与监控。
1.3本课题的主要研究内容
本课题是以汽车零部件生产线上实际应用为设计依据,以基于西门子PLC与伺服技术为基础开发的一种多种型号铆钉控制系统的设计。在本系统中主要研究的内容主要包括以何种方式旋铆机精确定位,采用伺服还是步进控制系统,然后根据不同产品的种类不同在触摸屏上设计多种配方结构,然后根据产品的型号不同选择对应的控制配方参数。最重的是在本系统中为了提高旋铆效率,在控制端设置了四个工装放置工位,然后通过两启动分别控制运动到需要旋铆的位置,旋铆机在逻辑控制中需要做到检测首先检测哪个工位先到达旋铆位置,然后根据逻辑顺序以此进行旋铆,旋铆没结束后再根据优先顺序依次退出,如此逻辑动作重复。
参考文献
【1】殷洪义.可编程控制器选择、设计与维护[M].北京:机械工业出版社.2002
【2】许晓峰.《电机及拖动》.第三版.高等教育出版社.2007
【3】肖军 孟令军.《可编程控制器原理及应用》.清华大学出版社.2008
【4】廖常初.《FX系列PLC编程及应用》.机械工业出版社.2006
【5】张培志.《电气控制与可编程序控制器》.化学工业出版社.2007
【6】王永华 . 现代电气控制及PLC应用技术 .北京:北京航空航天大学出版社,2014.
【7】范永生 王岷.《电气控制与PLC应用》.第二版.中国电力出版社.2007
【8】陈建明,等.电气控制与PLC应用[M].北京:电子工业出版社,2006
【9】李艳红.《传感器原理及其应用》.北京理工大学出版社.2010
【10】孙余凯.《传感器应用电路300例》.电子工业出版社.2008



