


sz-250A型注塑机液压系统的改进设计
第一章 注塑机的原理和结构
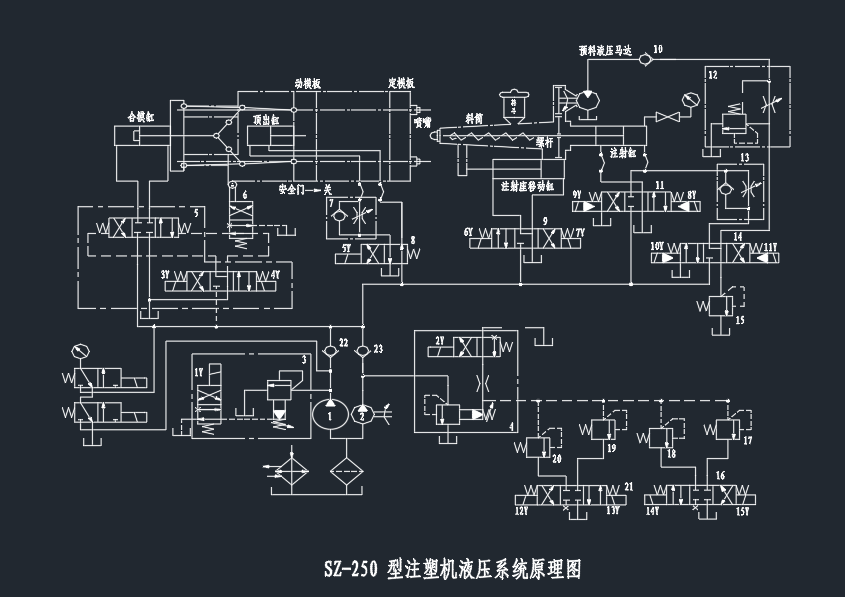
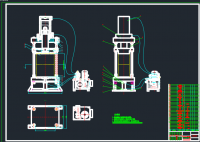
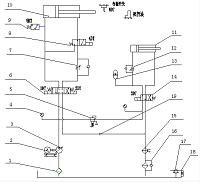
1.1 注塑机的组成结构分析
注塑机根据注射成型工艺要求是一个机电一体化很强的机种,主要由注射部件、合模部件、机身、液压系统、加热系统、控制系统、加料装置等组成。
1.2 注塑机的主要系统
注塑机的主要系统有:液压系统、控制系统、加热、冷却系统
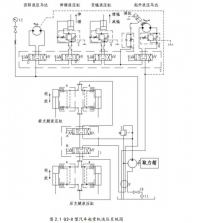
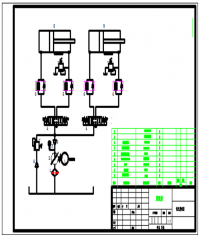
一、液压系统:由主回路、执行回路和辅助回路组成
①执行回路系统:主要由各执行机构(油缸)和指令及控制装置(电磁阀)组成,其功能是将进入管路的高压油按程序放到油缸的左腔或右腔中去,推动活塞杆执行动作。高压油进入的时间,顺序和位置是通过电磁换向阀来实现的,工作指令通过电信号发给电磁阀的电磁铁,控制其阀芯动作,将控制油路的高压油,进入换向阀推动阀芯动作,将高压油接通到油缸中去,而各油缸中的回油管路及辅助油路系统放回油箱。
液压系统的主要液压组件有:动力组件、执行组件、控制组件、辅助组件。
动力组件由电机带动泵实现电能—机械能—液压能的转换;
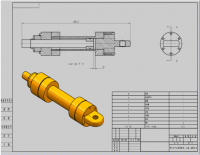
执行组件是将液压能装换为机械能的组件,主要有油缸和油马达。
控制组件主要是指各种控制阀,如压力阀、流量阀、方向阀、比例阀、伺服阀等等,
二、控制系统:它是注塑机的“神经中枢”系统,控制各种程序动作,实现对时间、位置、压力、速度和转速等的控制与调节,由各种继电器组件、电子组件、检测组件及自动做仪表所组成。控制系统和液压系统相结合对注射剂的工艺程进行精确而稳定的控制与调节。
控制系统的质量将直接影响产品的成型质量,例如对合模速度,低压膜保,及模具锁紧力的控制,将影响产品的成型周期,可靠的低压模具保护、准确的开模定位等。另一个需要精确控制的是影响注射工艺条件的注射速度、保压压力、螺杆转速及料筒的温度等。
加热、冷却系统:加热系统是用来加热料筒及注射喷嘴的,注塑机料筒一般采用电热圈作为加热装置,安装在料筒的外部,并用热电偶分段检测。热量通过筒壁导热为物料塑化提供热源;冷却系统主要是用来冷却油温,油温过高会引起多种故障出现所以油温必须加以控制。另一处需要冷却的位置在料管下料口附近,防止原料在下料口熔化,导致原料不能正常下料。
1.3 注射机液压系统的设计要求和主要设计参数
1.3.1 注射机液压系统的设计要求:
1.3.1.1 合模运动要平稳,两片模具闭合时不应有冲击;
1.3.1.2 当模具闭合后,合模机构应保持闭合压力,防止注射时将模具冲开。注射后,注射机构应保持注射压力,使塑料充满型腔;
1.3.1.3 预塑进料时,螺杆转动,料被推到螺杆前端,这时,螺杆同注射机构一起向后退,为使螺杆前端的塑料有一定的密度,注射机构必需有一定的后退阻力;
1.3.1.4 为保证安全生产,系统应设有安全联锁装置。
1.3.2 液压系统设计参数:
1.3.2.1 螺杆直径 d = 40 ㎜。
1.3.2.2 螺杆行程 s1 = 200 ㎜。
1.3.2.3 最大注射压力 p = 153 Mpa。
1.3.2.4 注射速度 vW = 0.07 m/s。
1.3.2.5 螺杆转速 n = 60 r/min。
1.3.2.6 螺杆驱动功率 PM = 5 KW
1.3.2.7 注射座最大推力 Fz = 3×104 N。
1.3.2.8 注射座行程 s2 = 230 ㎜。
1.3.2.9 注射座前进速度 vz1 = 0.06 m/s。
1.3.2.10 注射座后退速度 vz2 = 0.08 m/s。
1.3.2.11 最大合模力(锁模力) Fh = 90×104 N。
1.3.2.12 开模力 Fk = 4.9×104 N。
1.3.2.13 动模板(合模缸)最大行程 s3 = 350 ㎜。
1.3.2.14 快速合模速度 vhG = 0.1 m/s。
1.3.2.15 慢速合模速度 vhm = 0.02 m/s。
1.3.2.16 快速开模速度 vkG = 0.13 m/s。
1.3.2.17 慢速开模速度 vkm = 0.03 m/s。
1.3.2.18 注射速度 0.07m/s
目录
第一章 注塑机的原理和结构 6
1.1 注塑机的组成结构分析 6
1.2 注塑机的主要系统 7
1.3 注射机液压系统的设计要求和主要设计参数 8
1.3.1 注射机液压系统的设计要求: 8
1.3.2 液压系统设计参数: 8
1.4 液压系统执行元件 9
第二章sz-250A型注塑机液压系统改进方案设计 10
2.1 能源装置(元件)方案设计 10
2.2 调速回路(元件)方案设计 10
2.3 速度换接回路方案设计 11
2.4 执行机构的确定 11
2.5 液压马达动作回路 11
2.6 合模缸动作回路 11
2.7 注射缸动作回路 11
2.8 注射座移动缸动作回路 11
2.9 安全联锁措施 11
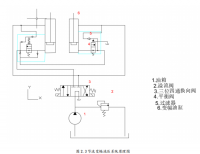
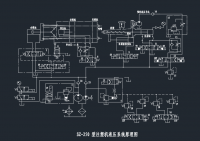
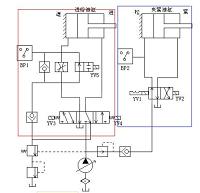
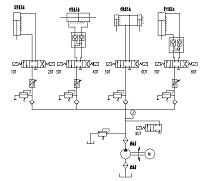
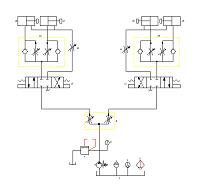
2.10 系统原理图 12
第三章sz-250A型注塑机液压系统计算与液压元件的选择 14
1.注射装置 14
2.合模装置 14
3.1 各液压缸的载荷力计算 14
3.2 进料液压马达载荷转矩计算 15
3.3 执行元件几何尺寸的确定 15
3.3.1 确定合模缸的活塞直径Dh和活塞杆直径dh 15
3.3.3 确定注射座移动缸的活塞直径Dz和活塞杆直径dz 16
3.3.4 确定液压马达的排量VM 16
3.4 执行元件的实际工作压力和实际所需的流量 16
3.5 液压泵的选择 18
3.6 溢流阀的选择 20
3.7 换向阀的选择 20
3.8 流量阀的选择 21
3.9 背压阀及油箱的选择 21
3.10 电磁铁动作顺序 21
3.11 选定液压泵的驱动电动机 21
3.12 油管内径计算 22
3.13 确定油箱的有效容积 23
第四章 性能验算 24
4.1 验算回路中的压力损失 24
4.2 液压系统发热温升计算 25
参考文献 28
参考文献
[1] 雷天觉. 新编液压工程手册 [M]. 北京:北京理工大学出版社,1998.
[2] 路甬祥. 液压气动技术手册 [M]. 北京:机械工业出版社,2002.
[3] 刘云雪. 塑料模具设计注塑加工数控技术实战教程 [M]. 北京:机械工业出版社、东方音像电子出版社,2006.
[4] 王兴天. 注塑成型技术 [M]. 北京:化学工业出版社,1989.
[5] 章宏甲. 液压与气压传动 [M]. 北京:机械工业出版社,2003.
[6] 左健民. 液压与气压传动 [M]. 北京:机械工业出版社,2007.
[7] 许福玲,陈尧明. 液压与气压传动 [M]. 北京:机械工业出版社,1997.
[8] 杨培元,朱福元. 液压系统设计简明手册 [M]. 北京:机械工业出版社,2007.
[9] Ferenc Furesz etc.Fundamentals of Hydraulic Power Transmission [M]. New York.1988
[10] Z.J. Lansky etc. Industrial Pneumatic Control [M].New York.1986



