


液压夹具的设计与调试
摘要:液压夹具是工业发展过程中新工艺代替旧工艺的一种改进措施,就是用液压元器件将机械零件进行替换。以液压控制这种新方式操作工件,对其进行定位、支承、夹紧。从性能上看仍然是一种的夹具。只是在性能上更加优异,夹紧力更大,位置把控精准牢靠,运行比较稳定等,各种加工中心,不同行业的数控车床,自动化生产线等领域已经广泛应用。把液压元件和为之设计的机械部分安装在一起,这样夹具就可以满足生产加工的需求。
关键词:夹具;液压元件;夹紧力
Design and debugging of hydraulic fixture
Abstract:Hydraulic fixture is an improvement measure of replacing old technology with new technology in the process of industrial development. It is to replace mechanical parts with hydraulic components. The principle is to use hydraulic control to achieve the purpose of positioning, supporting and clamping the workpiece. From the performance point of view, it is still a fixture., greater clamping force, accurate and reliable position control, stable operation and so on,automated production lines and other fields have been widely used. The selected hydraulic components and the designed mechanical parts are assembled together to meet the required fixture.
Key words:Hydraulic fixture; Hydraulic components; Clamping force
目录
第一章:液压夹具的概括与介绍……………………………………….4
一、 引 言……………………………………….4
二、 工作原理和组成……………………………………….4
三、 液压夹具的组成……………………………………….4
第二章:铣床液压系统的设计……………………………………….5
一、 确定回路方式……………………………………….5
二、 调速回路……………………………………….5
1)、 调速回路对比……………………………………….6
2)、典型调速回路图……………………………………….6
三、 确定调压方式……………………………………….7
四、夹紧回路的选择……………………………………….7
第三章:液压执行元件的参数确定及计算……………………8
一、确定液压泵的流量、压力和选择泵的规格………………………………………8
二、电动机的功率……………………………………….8
三、液压阀的选择……………………………………….9
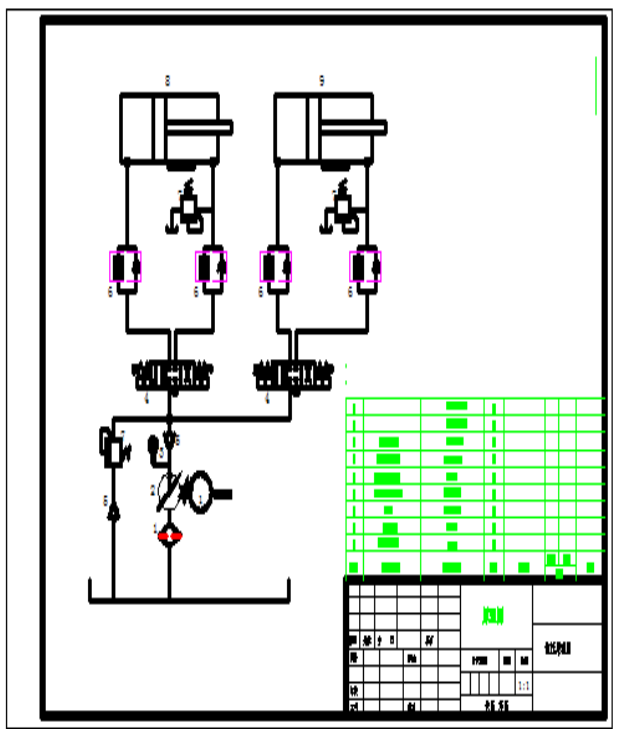
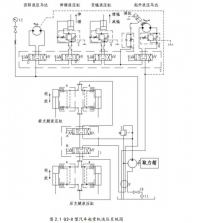
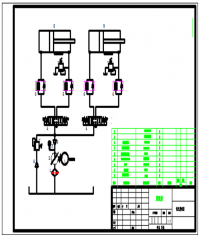
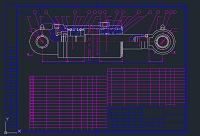
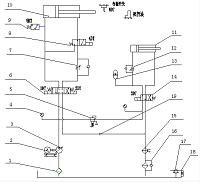
铣床液压夹具系统原理图……………………………………….10
第四章:液压系统的调试……………………………………….11
结论……………………………………….11
参考文献……………………………………….12
参考文献
[1] 杨培元,朱福元.液压系统设计简明手册 [M]. 北京:机械工业出版社,1999: [2]刘延俊等.液压与气压传动[M].第二版. 北京:机械工业出版社,2012:2~191
[3] 俞启荣.液压传动[M]. 北京:机械工业出版社,1997
[4] 丁树模,姚如一. 液压传动[M]. 北京:机械工业出版社,1998
[5] 章宏甲,周邦俊.金属切削机床液压传动[M].南京:江苏科学技术出版社,1997
[6] 龚曙光.ANSYS工程应用实例解析.北京:机械工业出版社,2013
[7] 章宏甲,黄谊. 机床液压传动[M]. 北京:机械工业出版社,1997
[8] 张群声.液压与气压传动[M].北京:机械工业出版社,2012
[9] 王春行.液压伺服控制系统[M]. 北京:机械工业出版社,1997
[10] 陆元章.现代机械设备设计手册:第二卷[M].北京:机械工业出版社,1996
[11] 何存兴.液压元件[M]. 北京:机械工业出版社,1998
[12] 李洪人.液压控制系统. 北京:国防工业出版社,2000
[13] 刘朝儒,彭福荫等.机械制图(第四版).高等教育出版社.2011
第一章:液压夹具的概括与介绍
一、 引 言
机械传动技术一直是比较成熟的工业技术,相对来说液压夹具的发展史比较短,属于新兴的工业技术。整个学科的理论基础就是液体静压力传动原理,是由早期科学家帕斯卡提出的。液压夹具学术上的发展要追溯到18世纪末期,标志性事件就是第一台水压力机械被制作出来,它是有英国独立完成的,算下来液压夹具的发展史并不长,直到工业和工程机械大量的使用液压夹具,此技术才受到充分关注。
1950年左右,由于工业的快速发展,西方先进国家对于机械制领域的生产和制造产生了很大的需求,各种功能的机床营运而生,为了解决机械对于工件的操作要求,特别是在高精度的定位和夹紧性能上,研制出了夹具。
夹具的类型又很多,液压只是其中一种,其作用的原理就是通过使用选用正规的液压元件,以待加工零件造型为模具进行外形设计,通过与加工零件进行组装发挥作用。
二、工作原理和组成
液压夹具具有多种功能,不仅能够保证工件精确定位和夹紧于指定位置上,也能够对工件的变形有较好的抑制。在粗加工过程中液压夹具会受到很大切削力冲击,在强烈冲击下,要保证精准定位,确保精密加工顺利完成,另外其还具有特殊的优势,快速支撑、夹紧和快速释放这些手动夹具不能实现的功能。
三、液压夹具的组成
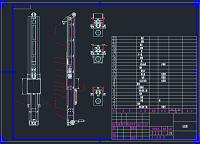
在设计流程这一个前期的重要环节上,所有液压夹具有统一性,无论结构单一还是复杂,无论个体还是群体,首先要定制整体方案,还需要考虑泵,阀,液压缸的选择和系统连接等问题。
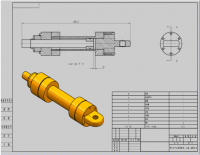
液压缸具有结构简单,构造完整特点。若想最快速的了解一套液压传动系统的基本工作原理完全可以通过液压缸运动过程进行认知,具有代表性。
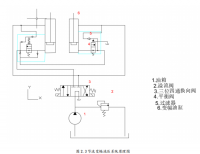
液压系统是由执行机构、动力元气件、控制部件等组成的。
1)动力元件:动力元件是液压系统中最基本的工作元件(液压油泵)将电动机的机械能转化成压力能,提供动力给整个液压系统。液压油泵结构一般分为齿轮泵、叶片泵和柱塞泵、动力元件。
2)执行元件:液体的压力能转化为机械能,带动负载作直线往返或旋转运动,是执行机构的工作目的。
3)控制元件:主要是各种液压控制阀,根据阀的不同可以控制液体的压力,流速和方向(压力阀,流量阀,方向阀)。
4)辅助部件。本实用新型包括快换接头、高压球阀、胶管总成等
5)工作介质。是指液压传动系统中的液压油和乳化剂,可以通过油泵和液压机进行改造。
第二章:铣床液压系统的设计
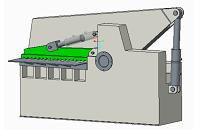
作为最典型的液压夹具,铣床夹具主要是用于加工零件的各种成型面在铣削,加工时切削力较大,又是断续工作所以要求铣床夹具的夹紧力要大强度要高。
1 确定回路方式
按照油液流向可以对液压系统回路划分为两个类型。一种回路属于开式类型,此类型系统中的油液流向是由油箱输送到执行元件经过利用后被输送回到油箱,通过重新的处理后进行二次利用,属于循环往复的利用过程。这一类型的系统回路有二个主要的缺点,就是运行时产生很大的噪音,过程中压力损失的数值明显,它也有显著的优点,就是油液始终在封闭的环境当中,能够保持洁净的状态,油液在油箱中能够得到缓冲降温的时间,对相关的液压元件起到了保护的作用,极大的延长了使用寿命。另外一类型回路属于闭式,它的油液流动方向与上述的有很大不同,是由执行元件到液压系统,不经过任何的缓冲中转装置。这也造成其区别于上一种系统的优缺点:优点是压力方面能够保持平稳,生产工作时压力大,运行音量非常小,能够节约液压油。缺点就是没有经过缓冲中转油温较高,相对产生的油污较大。对于各项指标如流量、功率的需求比较严格的场所通常采用闭式回路。而在相对要求比较普通情况下,采用开式回路就可以了,所以本设计采用开式回路。速度控制回路按照作用的不同可以分为以下二种:第一种的作用是对液压缸运动速度进行改变,叫做调速回路,第二种的作用是能够在运行中对进给速度进行变更,叫做速度换接回路。主要通过液压压力阀控制。
2 调速回路
调速回路是在夹具工作前就已经设计好的也可以在工作过程中根据实际量来调节流量,这两种方案都是改变执行机构的运动速度。都是通过改变节流阀阀口的截面尺寸来控制流过的液压油的量,还有就是改变液压缸的整体缸径或者是改变马达自身的排量。这三种方式里面的任何一个都是可以调节执行机构速度快慢。所以按照方式的不同可以分成三个类型:节流,容积和容积结合。具体特点可看下表。



