





















基于西门子S7-1200PLC智能制造数字技术应用平台仓储工作站控制系统的设计与实现
摘要 智能制造数字技术应用平台的研发是企业委托项目。共有5个工作站分别是混料供料站、仓储工作站、行星齿轮装配工作站、行星架和盖板装配工作站、自动螺钉装配工作站。由于系统较为庞大,因此本毕业设计课题主要针对仓储工作站展开。自动仓储工作站与自动制造系统的联系密不可分,在定位、控制运行、取料及放料等过程体现出极大的优点,成为智能制造及智能化产业中的重要部分。仓储工作站共有32个仓位分两边布局(每边各16仓位),底盘为通用的皮带输送机(来回两条),32个仓储料仓安装在皮带输送机上。料仓分成两排各16各仓位分布在两侧。X轴、Z轴采用伺服电机及模组,Y轴采用festo的VTEM气动数字阀岛控制。仓储站与分拣站配合,对行星齿轮的底座、端盖、行星架三种零配件及成品的出入库进行管理。本论文以西门子S7-1200PLC为主要控制系统,通过PLC实现对立体仓库的实时控制。本文研究了立体仓库自动化系统和PLC控制的基本原理,以仓储工作站的一些控制装置为研究对象,对其流程进行了分析,并给出了PLC的逻辑控制软件。
关键词 s7-1200 plc 仓储工作站
Design and implementation of control system for intelligent manufacturing digital technology application platform
Abstract The research and development of intelligent manufacturing digital technology application platform is a project entrusted by enterprises. There are 5 workstations in total, including mixing and feeding station, storage workstation, planetary gear assembly workstation, planetary carrier and cover plate assembly workstation and automatic screw assembly workstation. Because the system is relatively large, this graduation project is mainly aimed at the storage workstation. Automatic storage station is an inseparable link of automatic manufacturing system. It shows great advantages in the process of positioning, control operation, reclaiming and discharging, and has become an important part of intelligent manufacturing and intelligent industry. The storage workstation has 32 bins in total, which are arranged on both sides (16 bins on each side), the chassis is a general belt conveyor (two back and forth), and 32 storage silos are installed on the belt conveyor. The silos are divided into two rows with 16 bins on each side. The x-axis and z-axis are controlled by servo motor and module, and the y-axis is controlled by FESTO's vtem pneumatic digital valve island. The storage station cooperates with the sorting station to manage the warehousing and warehousing of three kinds of spare parts and finished products of planetary gear base, end cover and planetary carrier. This paper takes Siemens s7-1200plc as the main control system, and realizes the real-time control of three-dimensional warehouse through PLC. This paper studies the basic principle of the three-dimensional warehouse automation system and PLC control, takes some control devices of the warehouse workstation as the research object, analyzes its process, and gives the logic control software of PLC.
Key words S7-1200 PLC Storage Workstation
目录
第 1 章 绪论 1
1.1 课题研究的背景和意义 1
1.1.1 课题来源 1
1.1.2 课题研究背景及意义 1
1.2 国内外研究现状 2
1.3 自动化物流仓储控制系统的发展与现状 3
第2章 仓储工作站的方案设计 6
2.1引言 6
2.2 控制系统整体设计 6
2.3仓储工作站的电气控制要求 7
2.4 仓储工作站构成 7
2.5 系统研究路线 8
2.6 TIA PORTAL 软件平台 8
2.7 本章小结 9
第3章 系统的规划 10
3.1 仓储工作站的定义及建模 10
3.2 通信系统布局 10
3.3 供电电路设计 11
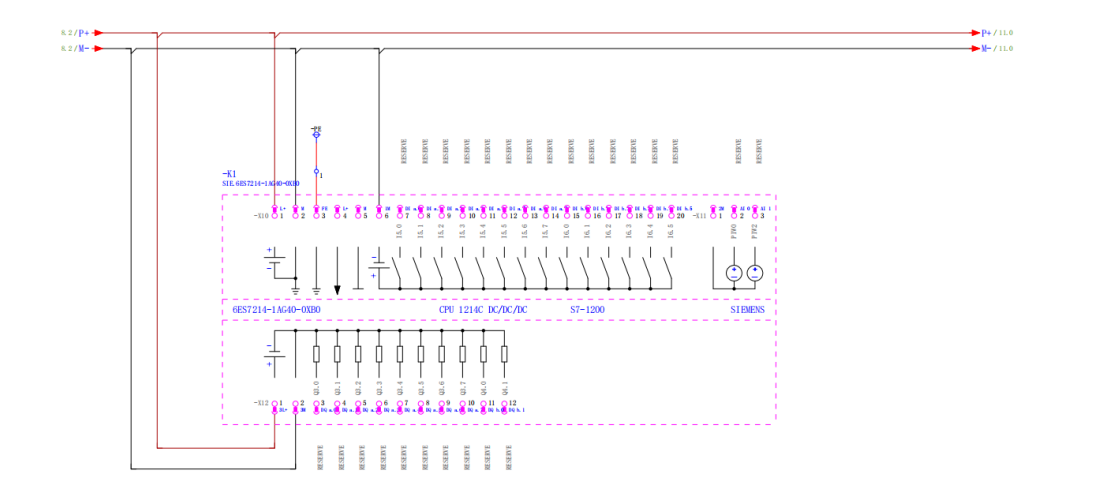
3.4 PLC电气原理图 12
第4章 PLC系统设计 13
4.1引言 13
4.2仓储工作站库控制系统设计 13
4.3控制系统 PLC 程序设计 14
4.4PLC介绍 19
4.5调试中遇到的问题与注意事项 20
4.6本章小结 20
第5章 系统调试 22
5.1vtem阀岛 22
5.2机械手及伺服模组 23
5.3传送部分 25
5.4运行 26
结论 28
致谢 29
参考文献 30
附录A:系统电路图 33
附录B:PLC系统部分程序 39
第 1 章 绪论
1.1 课题研究的背景和意义
1.1.1 课题来源
该项目是由企业委托的项目。本项目需要一个自动化仓库系统的设计、程序的编制、安装和调试,最终投入实际生产。本系统主要应用于物料储存、提升仓库和搬运效率,并与其它系统相配合,以达到智能化生产。
1.1.2 课题研究背景及意义
我国制造业发展迅速,已形成一套完整的生产体系。许多产品的生产规模已跃居全球第一。但是,与发达国家相比,我国的制造业却呈现出了一个突出的问题,即工业规模大,技术水平低、有些关键技术和设备还不能自己解决,这也意味着我国经济社会可持续发展面临着一个严峻的问题:如何实现从制造业大国到制造业强国的转变。近几年,一些工业发展程度比较高的国家开始积极推进“再工业化”。其中,美国实施了“先进制造伙伴计划”,德国实施了“工业4.0”,日本实施了“再兴战略”,法国实施了“未来产业计划”。同时,为了应对日益加剧的全球制造业竞争,中国也在2015年5月推出了中国制造2025,首个十年发展计划。
基于信息技术的智能制造,包括传感器、新能源、新材料、新工艺等。智能制造是指在生产过程中,实现对信息的自动感知、自主决策、自主精确执行和控制等。“中国制造2025”包含了一套解决问题的办法,其中包括:在制造业中建立智能工厂和数字化车间,引入智能物流管理、智能交互等新概念,应用工业机器人、视觉分析等新技术,实现制造工艺的数字化控制、仿真优化、状态信息实时监测以及自适应控制等建设目标,从而实现产业升级。
仓储工作站是智能化生产中的一个关键环节,也是实现智能化生产的关键环节。仓储工作站包括了材料的管理、材料的搬运等,是连接生产各环节的一个重要环节。物料运输的质量和效率直接影响到车间的生产效率:大多数零部件的极少部分时间是在加工和组装的过程中进行的,其余的大部分时间都花在了仓储、运输、等待等物流等活动上。仓库作业系统的智能化程度对整个车间的绩效有很大的影响。另外,仓库的费用占生产成本的很大一部分。当前,智能仓库已成为制造业的一个重要组成部分,而智能仓储的智能化改造将给企业带来更大的发展空间。
1.2 国内外研究现状
智能制造是智能制造技术的重要组成部分。由于信息流在流水线和生产装置中的大量涌现,使得生产工艺与管理中的信息量必然会大幅增加,从而促使生产技术从一个新的方向发展到一个新的高度。没有信息的输入,先进的生产设备就不能正常运转。一旦智能制造数字技术应用平台控制系统中断,这些消息来源就会立刻中断。专家们相信,制造业正由能量驱动转向资讯驱动,这就需要生产系统既要有柔性,又要有智能,否则将难以应付如此多的、繁杂的资讯。其次,随着市场需求的迅速变化和复杂的竞争环境的不断变化,对生产系统的灵活性、智能化提出了更高的要求。所以,在当今世界,人们对智能制造的关注日益增加。综观世界,尽管目前还处在观念与试验阶段,但发达国家对智能制造技术的研究与工程应用给予了极大的关注,并将其列入了国家发展规划中,并对其进行了积极的推进。
(1)德国
德国政府在2010年为德国制定了一个包含“工业4.0”概念的2020年高科技战略。德国在2013年4月进一步提出了“保证德国制造业的前途-推行工业4.0战略”,以支持德国的工业技术变革。
“工业4.0”的概念,也就是建立在对各个发展阶段进行分类的基础上。按照大家的共识,工业1.0是蒸汽机时代,工业2.0则侧重于电气化,工业3.0是信息化工业,而工业4.0时代是人们利用信息化技术成产,从而促进产业变革的时代,也就是所谓的智能化时代。“工业4.0”的核心理念就是通过使用信息物理系统(CPS)来识别并实时地将人工智能与设备进行关联,从而形成数字化、智能化的制造模式,以满足现代制造制造的日益突出的个性化要求。按照“工业4.0”的概念,人、物、物都处在一个智能化、网络化的时代,物联网、因特网将会向各行各业、各方面发展。
(2)美国
这个概念,即“再工业化”,是美国于2012年发布的“国家先进制造战略规划”。这个战略规划提出了先进的数字化制造技术,包括先进的制造技术平台、先进的制造过程与设计、数据结构等。以信息化促进创新、重构工业结构、活化传统工业为核心。最近几年,像通用电器这样的制造业公司所提倡的“工业因特网”策略,还有像谷歌这样的高技术公司在生产中的应用,比如机器人和汽车,以及特斯拉公司高度智能化的汽车产线,这些都是美国工业4.0的体现。
(3)日本
日本“工业4.0”主要集中在智能电网上,“太阳能”、“高温超导直流传输技术”、“电动汽车”等三项技术,使得日本环保产业在全球范围内具备了一定的竞争优势。本文认为,战后日本所面对的经济危机本质上是:以矿物燃料为基础的工业产品出口业,其经济高度集中于首都地区,以及对来自国外的大量进口能源和食品。解决上述问题的秘密在于“以房产与土地为基础的能源与资讯”。在构建此模式时,应先构建“以太阳能等可再生能源为基础的房地产与土地销售网(配网),并以空间频谱为中心,构建“房地产与土地市场信息网”(智能电表网络);目前,日本正在进行一次基于五年的房地产市场营销模式的实证试验。
(4)中国
中国近年来出台了一系列战略、政策和具体措施,以推动智能制造和智能化制造的发展。2015年5月,国务院公布了《中国制造2025》的首个十年发展计划。“中国制造2025”与“工业4.0”、“工业互联网”等概念。他们的中心思想是制造智能化。美国想要借助网络的先进优势来整合世界的工业资源;德国想把自己的传统工业转向资讯科技,以维持其世界设备制造的领导地位;“中国制造2025”是以“互联网+工业”为核心,推动制造业的转型和升级,从制造业大国转变为制造业强国。
1.3 自动化物流仓储控制系统的发展与现状
随着社会化、规模化、专业化分工的不断完善,物流仓储行业成为社会和经济发展的重要组成部分,成为“第三利润”的来源。这既是对一工程或一家公司的近代化水平的一种检验,也是对一国整体实力的一种衡量。美国率先研发并运用了物流仓库的自动化。1959年,这项工作就开始了。在1963年,美国的计算机技术迅速发展,在自动化物流仓库中应用了电脑控制技术。从那时起,物流仓库的自动化程度得到了极大的提升。从那时起,欧美、亚洲、日本等发达国家就发现了仓储自动化、高速化和信息化带来的巨大利益,并很快采取了相应的措施。20世纪80年代以来,全球物流仓储自动化技术发展迅猛。20世纪70年代,我国开始了对仓储自动化的研究。我国的高等教育不仅起步晚,而且发展速度也很慢。第一个由电脑控制的、自动化的立体仓库是在1973年建成的。和美国比起来,我国落后了10年,而且这个体系的运转也比较滞后。随着国家对科技的不断发展,以及大量的科研经费投入,国内的物流、仓储等技术也日趋成熟。但是,在效率、工艺和可靠性方面,与国外的技术水平相比,仍有很大的差距。机械、医药、烟草等行业已广泛使用自动化物流及仓储设施。
随着我国经济的快速发展,各种工业、企业对仓储自动化的需求越来越大。近年来,物流仓储的内涵得到了进一步的拓展,其范围也得到了进一步的拓展。取消了原来的管理方法,提高了技术水平。如何优化物流仓库的组织结构,提升仓库的效率,是目前我国企业普遍存在的问题。为此,中国将大量的资金投入到物流的各个环节,例如:加大基础设施建设力度,提升仓储物流的质量。随着我国物流仓储行业的迅速发展,物流仓储的社会化、休息化、信息化、系统化、标准化等五大发展方向逐步显现出来。中国物流仓储自动化的发展历程大体可分为下列几个阶段:
(1)人工仓储阶段
在这一阶段,仓储的整个阶段,无论物料的取出、存放还是管理都依赖于人工。其人工劳动量大、效率低,但同时也具有实时性好、直观性好等优点,可以减少设备的初始投资。
(2)机械化仓储阶段
相对于人工储存阶段,机械化储存过程不但能减少工人的劳动强度和劳动时间,而且能满足人们对重量、精度、高度、速度等方面的需求。由于物料可以由不同的传送带、机械手和工业机器人搬运,物料可以存放在架子和货盘上,机械式管道装置可由人工控制,如限制开关等检测装置可对其进行控制。
(3)自动化仓储阶段
在机械化的仓库中,尽管人力资源的消耗会有所下降,但是运输与仓储依然是依靠人力。随着自动化控制技术的不断发展,物流仓库的自动化也随之产生。以前的物流仓库只是部分自动化,单独使用,人们要把它们连在一起,于是就有了“自动化岛”这个名字。在信息技术飞速发展的今天,国内已经建成的现代化物流仓储中心,利用先进的通讯技术将各自动化设备串联在一起,使整个系统实现了自动化,从而使人力资源得到充分的解放。
参考文献:
[1]姜朝晖, 赵振军, 于精国. 网络科技论文的优势及发展趋势[J]. 新闻传播, 2011(3):1.
[2]焦红运. 基于PLC的自动化立体仓库半实物仿真系统设计[D]. 河北大学.
[3]韩宗晨. 板材自动上料设备及其粘板分离技术研究[D]. 中国矿业大学.
[4]丁金水. 基于PLC&交流伺服混合控制的自动化制造系统的研究与实现[D]. 东南大学.
[5]金凤楠. 基于PLC的智能交通信号控制系统[D]. 东北石油大学, 2013.
[6]高振新. 多电机无轴传动同步控制系统的研究与设计[D]. 南京理工大学, 2017.
[7]卢尧. 基于PLC与PROFINET的智能仓储控制系统设计与实现[D]. 上海电机学院.
[8]田翠丽. 自动化仓储实训控制系统的设计与实现[D]. 青岛科技大学.
[9]无. 工信部:加快培育共享制造新模式新业态 促进制造业高质量发展[J]. 企业管理实践与思考(1):2.
[10]陈渊源, 吴勇毅. 决胜未来 构建"工业4.0"的信息物理系统网络平台[J]. 家用电器, 2015(3):4.
[11]王家超. 中国经济转型的"催化剂"——信息化[J]. 商业文化, 2015(33A):5.
[12]张娜,封刚. 基于3D引擎的车间虚拟可视化技术方案[C]// 面向增材制造与新一代信息技术的高端装备工程管理国际论坛. 0.
[13]佚名. 深度解读《中国制造2025》重点领域技术路线图[J]. 中国信息界:E制造, 2015(11):1.
[14]胡晓伟. 串联机器人运动误差及可靠性分析[D]. 青岛科技大学.
[15]卢尧, 任晓明, 吴勇志,等. 智能仓储控制系统的设计与实现[J]. 自动化仪表, 2017, 38(2):4.
[16]林光料. 浅谈在矿山机电控制中如何利用可编程逻辑控制器[J]. 大科技, 2012(9):2.
[17]梁伟. 西门子工业控制的PLC应用与技术分析[J]. 技术与市场, 2018, 25(2):2.
[18]王峰. 关于PLC在工业自动化控制领域中的应用分析[J]. 科技展望, 2015, 000(005):159-159.
[19]冯博, 徐淑华. SIMATIC S7-1200可编程控制器技术特点[J]. 科技信息, 2010(23):126-127.
[20]段润群, 谢云山. 上位机软件与S7-1200 PLC的OPC通信研究[J]. 自动化与仪器仪表, 2014(5):4.
[21]王兵, 徐淑华. 基于S7-1200 PLC的变频调速恒压供水系统[J]. 青岛大学学报:工程技术版, 2011, 26(2):6.
[22] Jian-Jun L I . Research on Data Storage of Siemens S7-1200 PLC[J]. Digital Technology & Application, 2018.
[23] Back M . FERRUM PROGRAMMIERT S7-1200-STEUERUNG FUR SEINE DOSENVERSCHLIESSANLAGEN MIT TIA PORTAL: Kein Deckel geht verloren[J]. MegaLink: Elektronik + Automation, 2014.
[24] Feng T , Guangpeng L . Design of Intelligent Feeding Control System Based on S7-1200 PLC[C]// E3S Web of Conferences. E3SWC, 2021.
[25] 李凡, 袁建华, 田禾雨,等. 基于S7_1200的多目标动态电梯群分区算法研究[J]. 电工材料, 2021(1):5.
[26] 李菁川. 基于西门子S7-1200 PLC和HSR612(Ⅰ型)工业机器人的智能颜色识别分拣系统的开发[J]. 武汉职业技术学院学报, 2021, 20(1):5.
[27] 王晓瑜. 基于SIMATIC S7-1200 PLC,WINCC和VVVF的电梯监控系统设计与仿真[J]. 2022(9).
[28] Hong T P , Doan N T . Control and communication between PLC S7-1200 and ATV310 drive via modbus protocol[J]. 2020.
[29] Wang Y , Feng X , Chen Y , et al. A Dual Detection Method for Siemens Inverter Motor Modbus RTU Attack[J]. Journal of Computer and Communications, 2021, 9(7):18.
[30] Guili P , Xianguo T , Huailiang L , et al. Automatic control and detection systems for low-level radioactive waste drums[J]. Journal of Instrumentation, 2020, 15(12):P12022.



