



基于亚龙YL-335A装备的自动生产线装配过程实现
摘要:
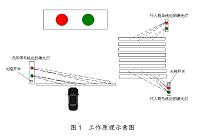
本设计主要对亚龙YL-335A型自动生产线实训考核装备的基本结构、工作原理和工作过程的简要介绍,提出了装配站的合理设计方案,并对编程软件和编程中所用到的一些指令做了介绍,对程序部分做了详细的解读,整个设计,对具体的模拟过程做了详细的叙述,并配有画面,使整个设计形象,完美,实用。本设计通过软硬件之间的配合与调试,从而达到工业设计的要求,实现装配站的自动化控制。
关键词:
亚龙YL-335A、可编程控制器、装配站
引言
可编程控制器称PLC,是专门为工业控制应用而设计的一种通用控制器,是一种以微处理器为基础,综合了计算机技术、自动控制技术、通信技术和传统的继电器控制技术而发展起来的新型工业控制装置,具有结构简单、编程容易、体积小、使用灵活方便、抗干扰能力强、可靠性高等一系列优点。近年来在工业生产的许多领域,如冶金、机械、电力、石油、煤炭、化工、轻纺、交通、食品、环保、轻工、建材等工业部门得到了广泛的应用,已经成为工业自动化的三大支柱之一。
随着微电子技术的发展,大规模集成电路和微处理器的新技术在可编程控制器中得到应用,使可编程控制器的功能不断增强,而造价却越来越低。目前可编程控制器控制系统的经济指标明显高于继电器控制系统,完全可以取代继电控制系统对加工设备和生产过程进行自动控制,特别是对复杂的机械运动和复杂的生产过程控制,效果尤为显著。
现代化的自动生产设备(自动生产线)的最大特点是它的综合性和系统性,在这里,机械技术、微电子技术、电工电子技术、传感测试技术、接口技术、信息变换技术、网络通信技术等多种技术有机地结合,并综合应用到生产设备中;而系统性指的是,生产线的传感检测、传输与处理、控制、执行与驱动等机构在微处理单元的控制下协调有序地工作,有机地融合在一起。
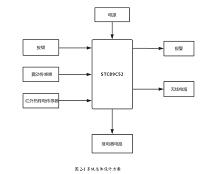
亚龙YL-335A型自动生产线实训考核装备在铝合金导轨式实训台上安装送料、加工、装配、输送、分拣等工作单元,构成一个典型的自动生产线的机械平台,系统各机构采用了气动驱动、变频器驱动和步进电机位置控制等技术。系统的控制方式采用每一工作单元由一台PLC承担其控制任务,各PLC之间通过RS485串行通讯实现互连的分布式控制方式。因此,YL-335A综合应用了多种技术知识,如气动控制技术、机械技术(机械传动、机械连接等)、传感器应用技术、PLC控制和组网、步进电机位置控制和变频器技术等。利用YL-335A,可以模拟一个与实际生产情况十分接近的控制过程,使学习者得到一个非常接近于实际的教学设备环境,从而缩短了理论教学与实际应用之间的距离。
YL-335A采用模块组合式的结构,各工作单元是相对独立的模块,并采用了标准结构和抽屉式模块放置架,具有较强的互换性。本设计通过软硬件之间的配合与调试,从而达到工业设计的要求,实现装备站的自动化控制。
毕业设计说明书目录
摘要……………………………………………………………………………………
引言……………………………………………………………………………………
1. YL-335A自动生产线的概述…………………………………………………………
1.1 YL-335A的基本组成…………………………………………………………
1.2 YL-335A的基本功能…………………………………………………………
1.3 YL-335A的公共模块和器件…………………………………………………
1.4 YL-335A的气源处理组件……………………………………………………
1.5 YL-335A的整体控制…………………………………………………………
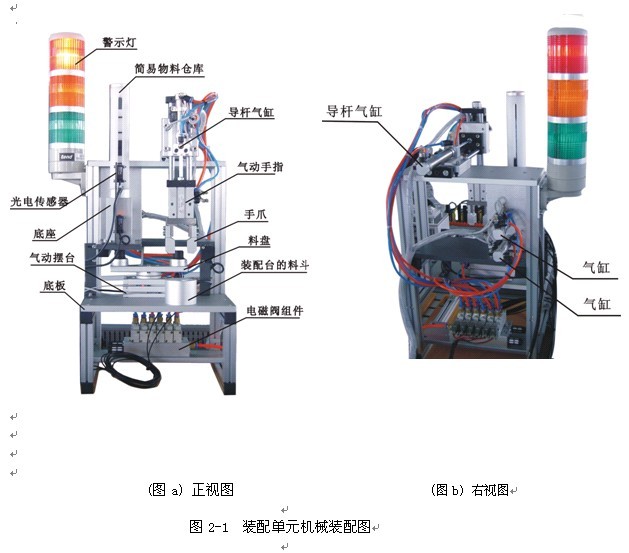
2. 装配单元的安装与调试……………………………………………………………
2.1装配单元的结构与工作过程…………………………………………………
2.2装配单元的气动元件…………………………………………………………
3. 装配单元的PLC控制系统设计……………………………………………………
3.1装配单元的工作任务…………………………………………………………
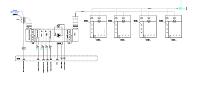
3.2 PLC的I/O分配及系统安装接线……………………………………………
3.3编写和调试PLC控制程序…………………………………………………
4.用人机界面控制装配单元的运行……………………………………………………
4.1人机界面的作用………………………………………………………
4.2触摸屏设备组态………………………………………………………………
4.3组态控制………………………………………………………………………
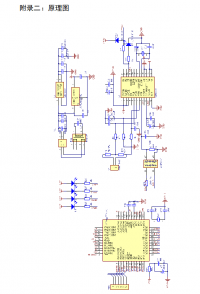
5. 附录…………………………………………………………………………………
6.参考文献……………………………………………………………………………
参考文献
[1] Rockwell Automation. MicroLogix 1000 Programmable Controllers User Manual.1998
[2] Rockwell Software. RSView32 Getting Results. 2003,3.
[3] 中国亚龙科技集团.亚龙YL-335A型自动化生产线实训考核装备[M].2008.5
[4] 可编程序控制器及应用 金彦平主编 机械工业出版社 2010.2
[5] 可编程控制器原理及其应用 李明河主编 合肥工业大学出版社 2009.1
[6] FX系列PLC编程及应用 廖常初 北京机械工业出版社 2006
[7] 电气控制及PLC 周军 北京机械工业出版社 2007
[8] 可编程控制器原理与程序设计 谢克明 夏路易主编 电子工业出版社 2010.8
[9] PLC应用开发实用子程序 贾德胜等主编 人民邮电出版社 2006
[10] 变频器\可编程序控制器及触摸屏综合应用技术 岳庆来 北京机械工业出版社 2007
[11] 可编程序控制器原理及应用 钟肇新 广州华南理工大学出版社 2003
[12] 可编程控制器入门与应用实例(三菱FX2N系列) 张万忠 北京中国电力出版社 2005




